HEIDENHAIN TNC 426 (280 474) Manuel d'utilisation
Page 207
191
TNC 426, TNC 430 HEIDENHAIN
ú
2ème distance d'approche Q204 (en incrémental):
coordonnée dans l‘axe de broche excluant toute
collision entre l‘outil et la pièce (matériels de bridage)
ú
Centre 1er axe Q216 (en absolu): centre du tenon dans
l'axe principal du plan d'usinage
ú
Centre 2ème axe Q217 (en absolu): centre du tenon
dans l'axe auxiliaire du plan d'usinage
ú
1er côté Q218 (en incrémental): longueur du tenon
parallèle à l'axe principal du plan d'usinage
ú
2ème côté Q219 (en incrémental): longueur du tenon
parallèle à l'axe auxiliaire du plan d'usinage
ú
Rayon d'angle Q220: rayon de l'angle du tenon
ú
Surépaisseur 1er axe Q221(en incrémental):
surépaisseur dans l'axe principal du plan d'usinage; se
réfère à la longueur du tenon
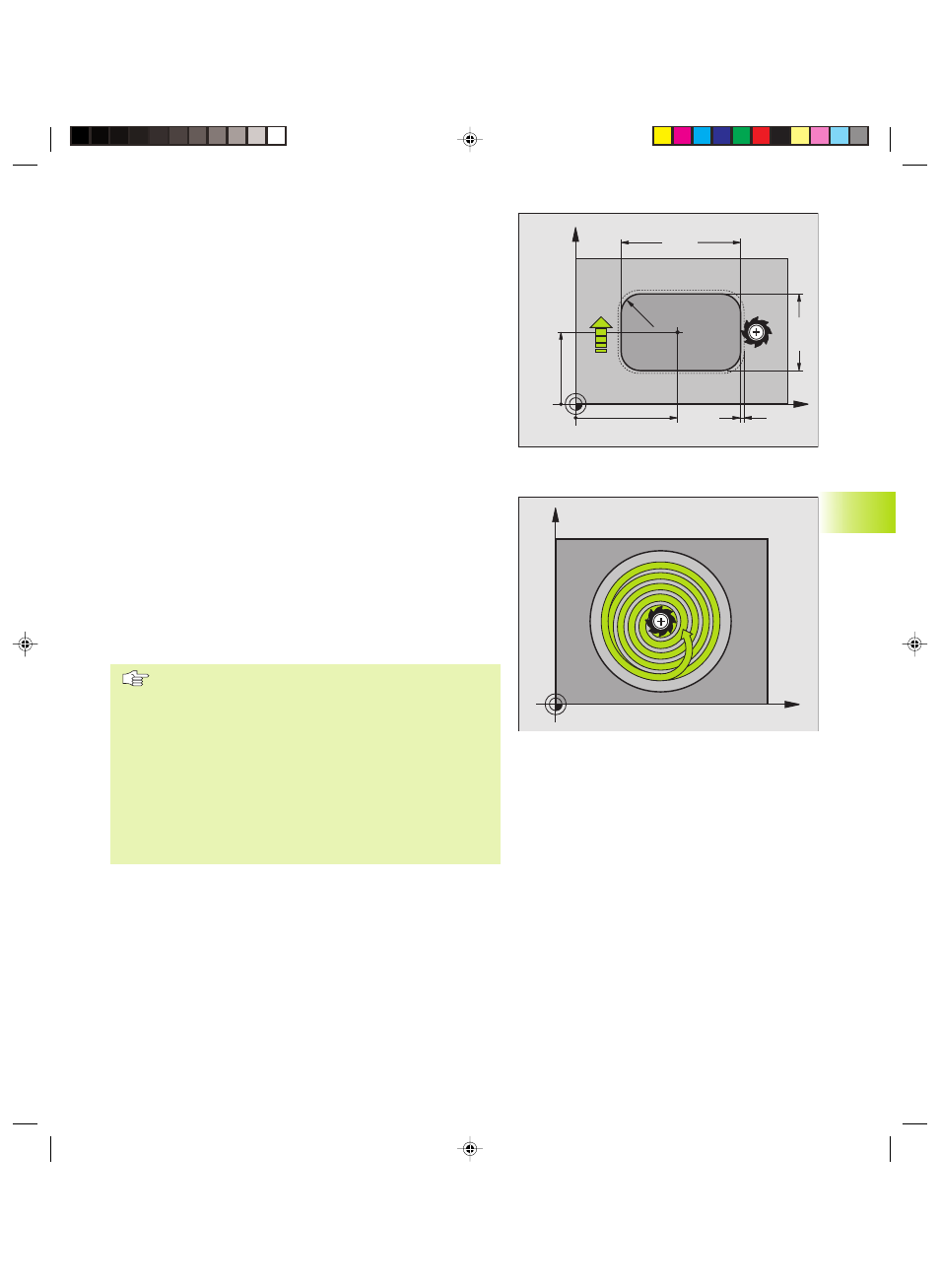
POCHE CIRCULAIRE (cycle 5)
1 L‘outil plonge dans la pièce à la position initiale (au centre de la
poche) et se déplace à la première profondeur de passe
2 Suivant l'avance F, l'outil décrit ensuite la trajectoire en forme de
spirale représentée sur la figure de droite; en ce qui concerne la
passe latérale k, reportez-vous au cycle 4 FRAISAGE DE POCHE.
3 Ce processus est répété jusqu'à ce que la profondeur soit
atteinte
4 Pour terminer, la TNC rétracte l‘outil à la position initiale
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre de la poche) dans le plan d'usinage avec
correction de rayon R0.
Programmer la séquence de positionnement du point
initial dans l‘axe de broche (distance d'approche au-
dessus de la surface de la pièce).
Le signe du paramètre Profondeur détermine le sens de
l‘usinage.
Utiliser une fraise à denture frontale (DIN 844) ou
effectuer un pré-perçage au centre de la poche.
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q220
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
ainur
es
X
Y
Kkap8.pm6
28.06.2006, 11:25
191