2 cycles de perçage – HEIDENHAIN TNC 426 (280 474) Manuel d'utilisation
Page 201
185
TNC 426, TNC 430 HEIDENHAIN
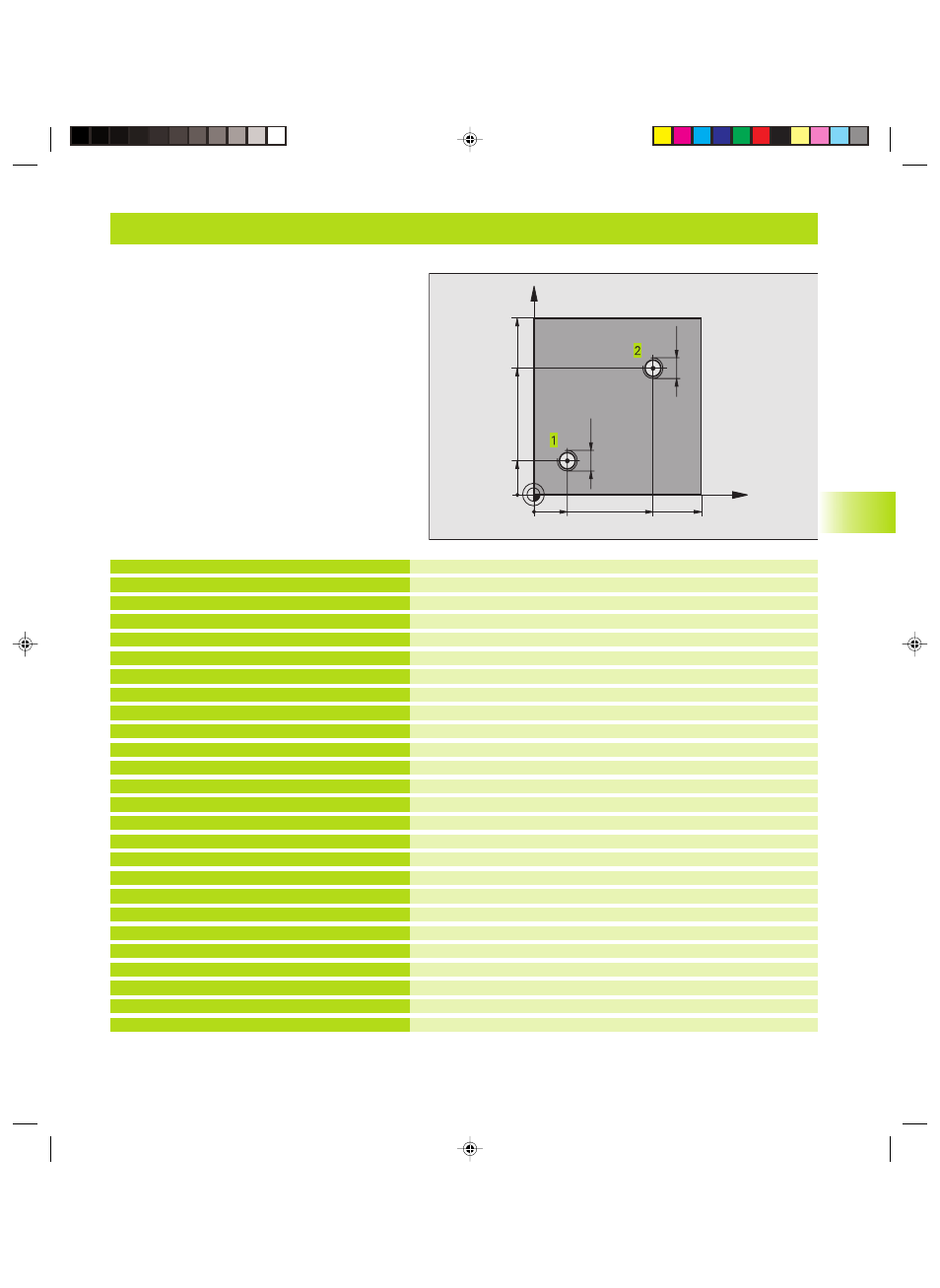
Exemple: Cycles de perçage
Définition de la pièce brute
Définition de l'outil
Appel de l'outil
Dégager l‘outil
Définition du cycle Filetage
Aborder le trou 1
Appeler le sous-programme 1
Aborder le trou 2
Appeler le sous-programme 1
Dégager l‘outil, fin du programme principal
Sous-programme 1: Filetage
Orienter la broche (répétition possible du filetage)
Décaler l‘outil pour plongée sans risque de collision (dépend du
diamètre du noyau et de l‘outil)
Pré-positionnement en avance rapide
Aller à la position initiale
Amener l‘outil à nouveau au centre du trou
Appeler le cycle 18
Dégagement
Fin du sous-programme 1
0 BEGIN PGM C18 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+6
4 TOOL CALL 1 Z S100
5 L Z+250 R0 F MAX
6 CYCL DEF 18.0 FILETAGE
7 CYCL DEF 18.1 PROF. +30
8 CYCL DEF 18.2 PAS -1,75
9 L X+20 Y+20 R0 F MAX
10 CALL LBL 1
11 L X+70 Y+70 R0 F MAX
12 CALL LBL 1
13 L Z+250 R0 F MAX M2
14 LBL 1
15 CYCL DEF 13.0 ORIENTATION
16 CYCL DEF 13.1 ANGLE 0
17 L IX-2 R0 F1000
18 L Z+5 R0 F MAX
19 L Z-30 R0 F1000
20 L IX+2
21 CYCL CALL
22 L Z+5 R0 F MAX
23 LBL 0
24 END PGM C18 MM
Déroulement du programme
■
Programmer le cycle de perçage dans le
programme principal
■
Programmer l‘usinage dans le sous-programme
(cf. „9 Programmation: Sous-programmes et
répétitions de parties de programme“)
8.2 Cycles de perçage
X
Y
20
20
100
100
70
70
M12
M12
Kkap8.pm6
28.06.2006, 11:25
185