10 exemples de programmation, Exemple: cycles de conversion de coordonnées – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 265
HEIDENHAIN TNC 320
265
1
1
.1
0 Ex
emples de pr
ogr
a
mmation
11.10 Exemples de programmation
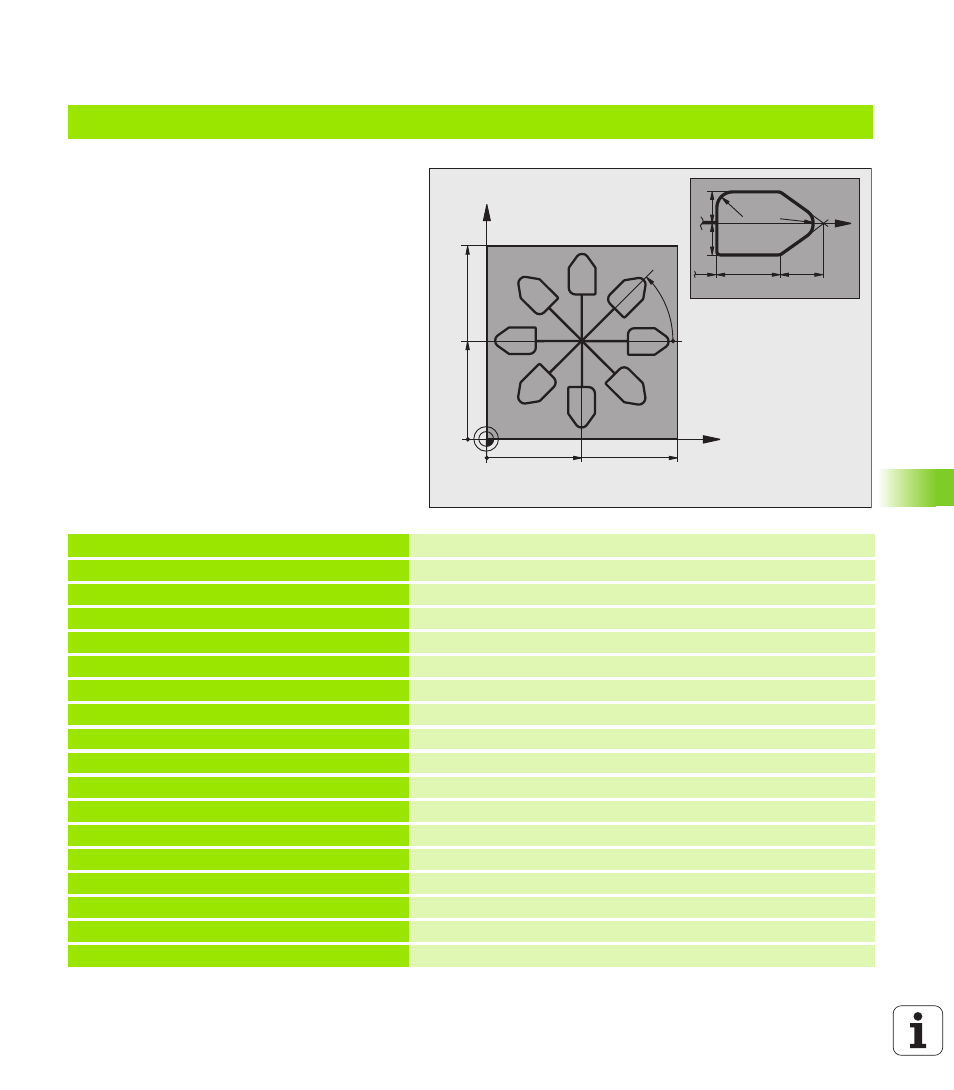
Exemple: cycles de conversion de coordonnées
Déroulement du programme
Conversions de coordonnées dans le
programme principal
Usinage dans le sous-programme
0 BEGIN PGM CONVER MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL CALL 1 Z S4500
Appel de l'outil
4 L Z+250 R0 FMAX
Dégager l'outil
5 CYCL DEF 7.0 POINT ZÉRO
Décalage de l’outil au centre
6 CYCL DEF 7.1 X+65
7 CYCL DEF 7.2 Y+65
8 CALL LBL 1
Appeler l'opération de fraisage
9 LBL 10
Définir un label pour la répétition de partie de programme
10 CYCL DEF 10.0 ROTATION
Rotation de 45° (en incrémental)
11 CYCL DEF 10.1 IROT+45
12 CALL LBL 1
Appeler l'opération de fraisage
13 CALL LBL 10 REP 6/6
Saut en arrière au LBL 10 ; six fois au total
14 CYCL DEF 10.0 ROTATION
Annuler la rotation
15 CYCL DEF 10.1 ROT+0
16 CYCL DEF 7.0 POINT ZÉRO
Annuler le décalage du point zéro
17 CYCL DEF 7.1 X+0
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10