HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 145
HEIDENHAIN TNC 320
145
5.5 RAINURE CIR
C
ULAIRE (cy
c
le
254, DIN/ISO: G254)
8
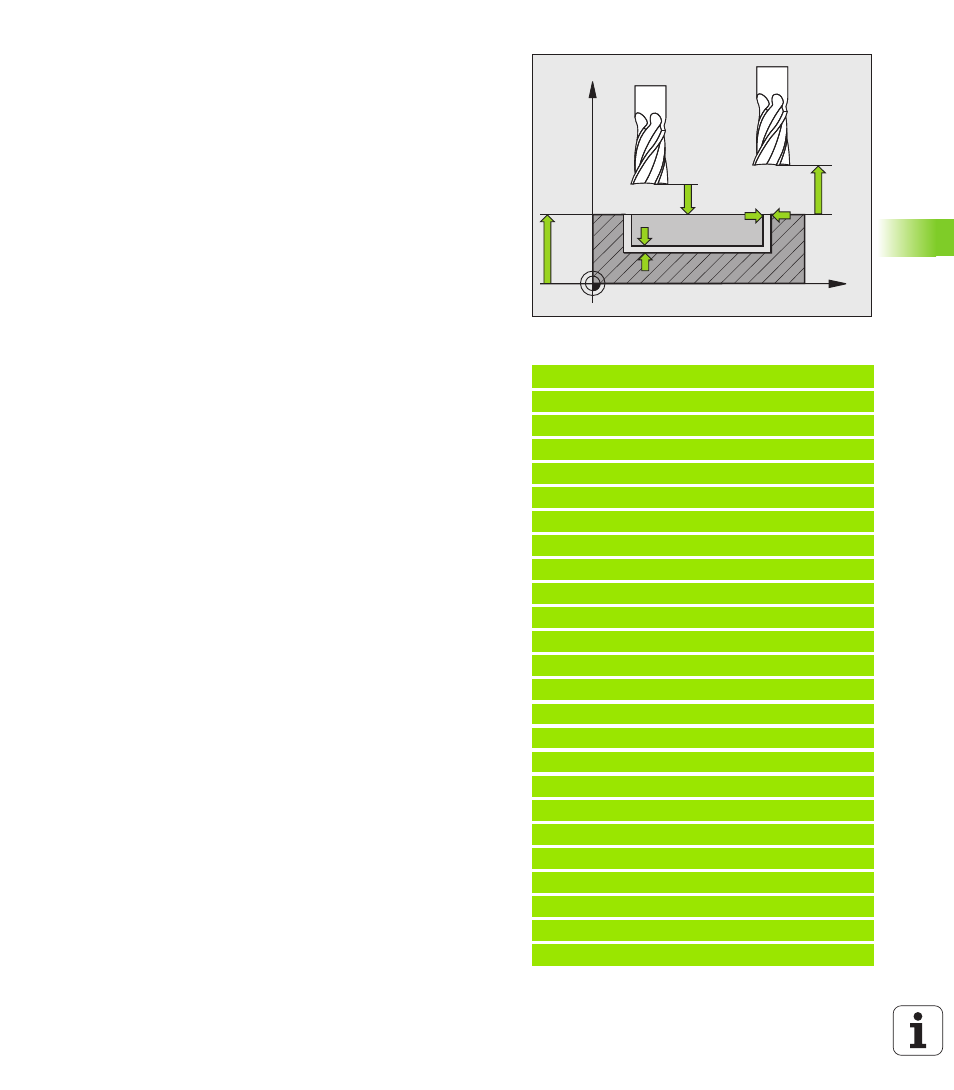
Distance d'approche
Q200 (en incrémental): distance
entre la surface frontale de l'outil et la surface de la
pièce. Plage d’introduction 0 à 99999,9999
8
Coordonnée surface pièce
Q203 (en absolu):
Coordonnée absolue de la surface de la pièce. Plage
d'introduction -99999,9999 à 99999,9999
8
Saut de bride
Q204 (en incrémental): coordonnée
dans l'axe de broche excluant toute collision entre
l'outil et la pièce (dispositif de fixation) Plage
d’introduction 0 à 99999,9999
8
Stratégie de plongée
Q366: Nature de la stratégie de
plongée:
0 = plongée verticale. La TNC plonge verticalement
et ce, indépendamment de l'angle de plongée
ANGLE
défini dans le tableau d'outils
1, 2 = plongée pendulaire. Dans le tableau d'outils,
l'angle de plongée ANGLE doit également être
différent de 0 pour l'outil actif. Sinon, la TNC délivre
un message d'erreur
8
Avance de finition
Q385: Vitesse de déplacement
de l'outil lors de la finition latérale et du fond, en
mm/min. Plage d'introduction 0 à 99999,999, en
alternative FAUTO, FU, FZ
Exemple : Séquences CN
8 CYCL DEF 254 RAINURE CIRCUL.
Q215=0
;OPERATIONS D'USINAGE
Q219=12
;LARGEUR RAINURE
Q368=0.2
;SUREPAIS. LATERALE
Q375=80
;DIA. CERCLE PRIMITIF
Q367=0
;RÉF. POSITION RAINURE
Q216=+50
;CENTRE 1ER AXE
Q217=+50
;CENTRE 2ÈME AXE
Q376=+45
;ANGLE INITIAL
Q248=90
;ANGLE D'OUVERTURE
Q378=0
;INCRÉMENT ANGULAIRE
Q377=1
;NOMBRE D'USINAGES
Q207=500
;AVANCE FRAISAGE
Q351=+1
;MODE FRAISAGE
Q201=-20
;PROFONDEUR
Q202=5
;PROFONDEUR DE PASSE
Q369=0.1
;SUREP. DE PROFONDEUR
Q206=150
;AVANCE PLONGEE PROF.
Q338=5
;PASSE DE FINITION
Q200=2
;DISTANCE D'APPROCHE
Q203=+0
;COORD. SURFACE PIÈCE
Q204=50
;SAUT DE BRIDE
Q366=1
;PLONGEE
Q385=500
;AVANCE DE FINITION
9 L X+50 Y+50 R0 FMAX M3 M99
X
Z
Q200
Q204
Q203
Q369
Q368