Paramètres du cycle – HEIDENHAIN TNC 320 (340 55x-05) Cycle programming Manuel d'utilisation
Page 185
HEIDENHAIN TNC 320
185
7.
8 FINITION LA
TERALE (c
y
c
le 24, DIN/ISO: G124)
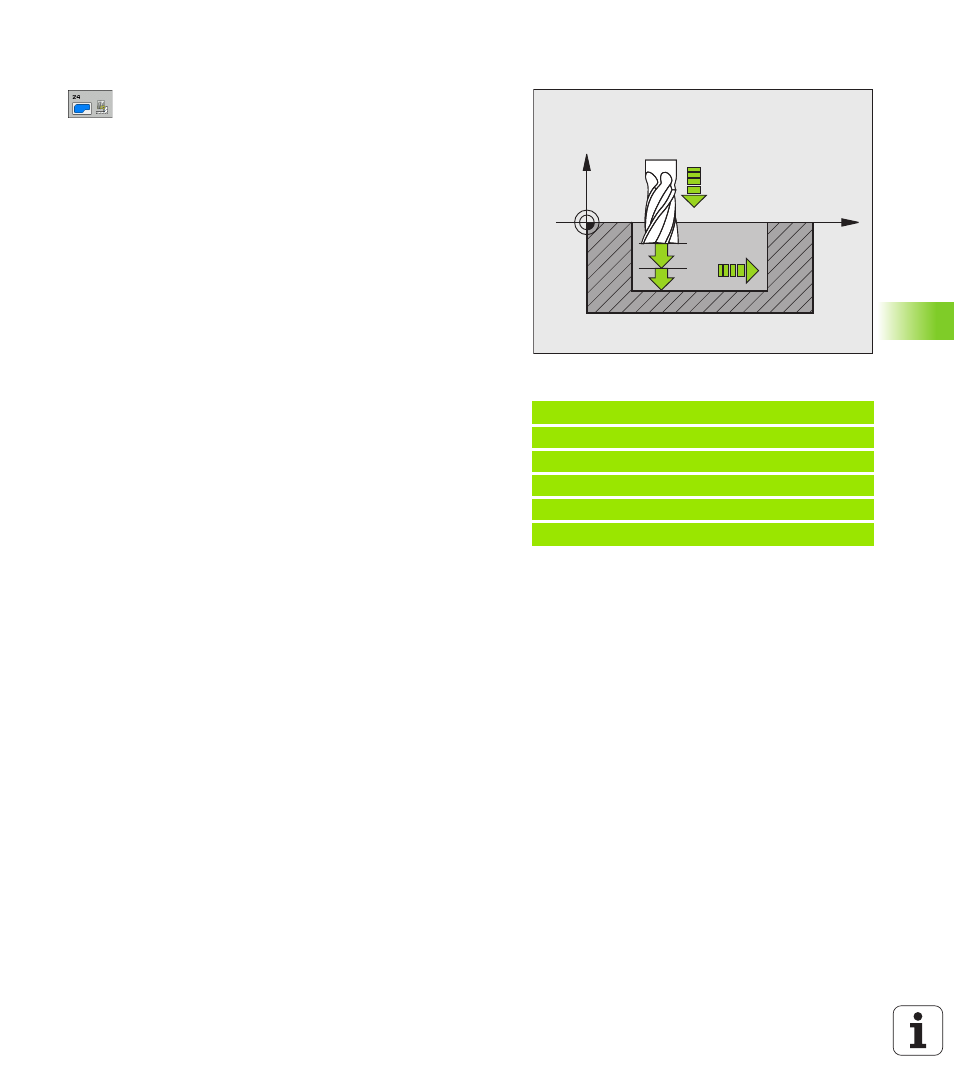
Paramètres du cycle
8
Sens de rotation? Sens horaire = –1 Q9:
Sens de l'usinage:
+1:Rotation sens anti-horaire
–1:Rotation sens horaire
8
Profondeur de passe Q10 (en incrémental): distance
parcourue par l'outil en une passe. Plage
d'introduction -99999,9999 à 99999,9999
8
Avance plongée en profondeur Q11: Avance de
plongée. Plage d'introduction 0 à 99999,9999, en
alternative FAUTO, FU, FZ
8
Avance évidement Q12: avance de fraisage. Plage
d'introduction 0 à 99999,9999, en alternative FAUTO,
FU, FZ
8
Surépaisseur finition latérale Q14 (en incrémental):
Surépaisseur pour finition multiple; le dernier résidu
de finition sera évidé si vous avez programmé Q14 =
0. Plage d'introduction -99999,9999 à 99999,9999
Exemple : Séquences CN
61 CYCL DEF 24 FINITION LATÉRALE
Q9=+1
;SENS DE ROTATION
Q10=+5
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q14=+0
;SURÉPAIS. LATÉRALE
X
Z
Q11
Q12
Q10