Acier doux, Plasma / o, Protection 50 a coupage – Hypertherm HPR260 Auto Gas Manuel d'utilisation
Page 96
5
FONCTIONNEMENT
4-16
HPR260 gaz auto
Mode d’emploi
Acier doux
O
2
Plasma / O
2
Protection
50 A Coupage
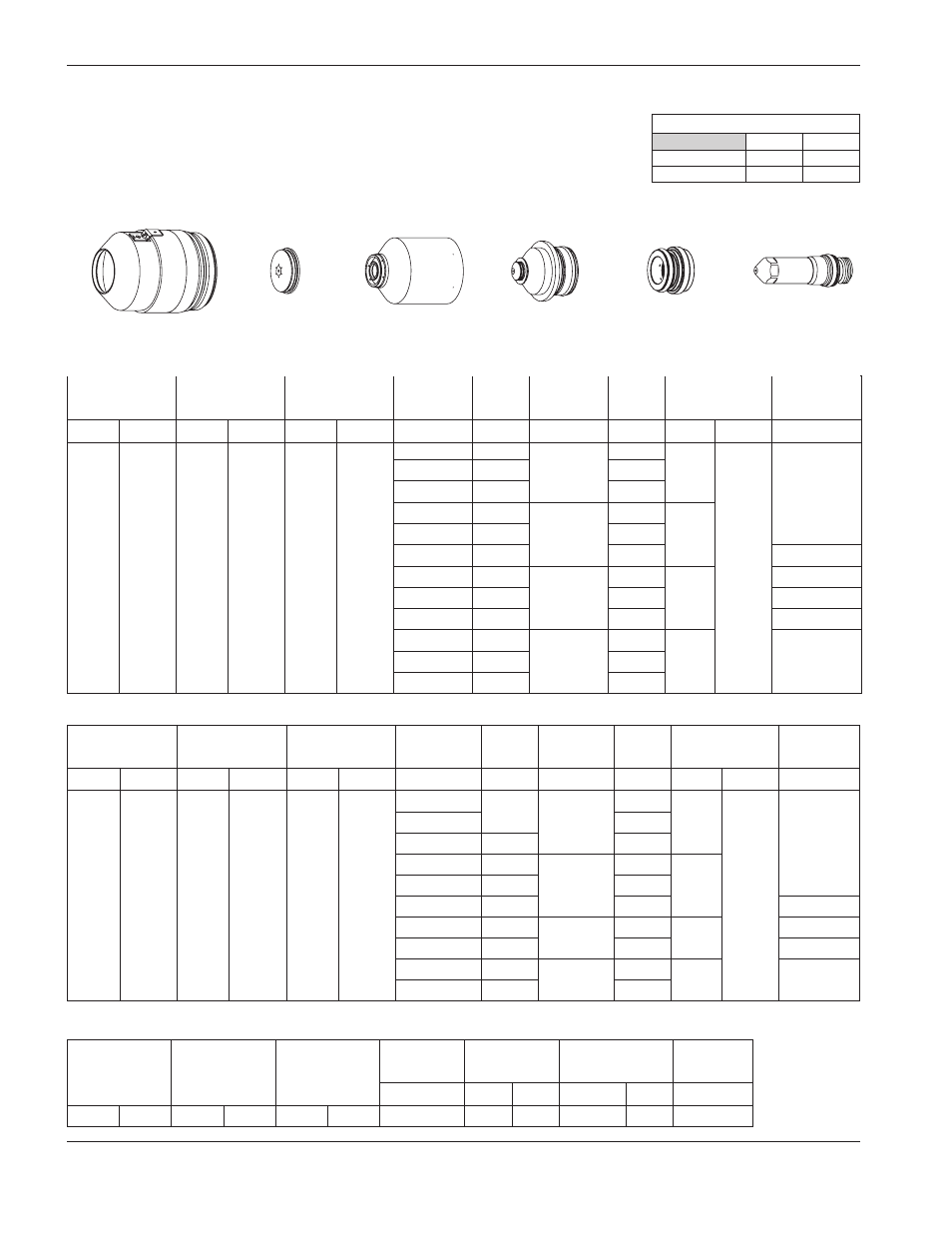
220555
220173
220552
220313
220553
220554
Note: L’air doit être raccordé pour utiliser ce procédé. Il est utilisé comme prégaz.
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
Plasma
Protection
po.
V
po.
ppm
po.
Facteur %
sec.
O
2
O
2
70
30
81
14
.030
110
0.04
270
0.08
200
0.0
.036
210
.048
112
160
.060
114
0.05
125
0.10
.075
115
110
.105
118
80
0.1
.135
120
0.06
60
0.12
0.2
3/16
121
50
0.3
1/4
125
0.08
35
0.16
0.5
5/16
130
25
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler
l'écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse
marquage
Tension
de l'arc
A
mm
po.
mm/min
ppm
V
N
2
N
2
10
10
10
10
15
2,5
0.100
6 350
250
118
Marquage
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Vitesse
de coupe
Haute de
perçage initiale
Plasma
Protection
Plasma
Protection
Plasma
Protection
mm
V
mm
mm/m
mm
Facteur %
sec.
O
2
O
2
70
30
81
14
0,8
110
1,0
6 500
2,0
200
0,0
1
111
5 000
1,2
112
4 150
1,5
114
1,3
3 200
2,6
2
115
2 700
2,5
117
2 200
0,1
3
119
1,5
1 800
3,0
0,2
4
121
1 400
0,3
5
122
1 200
0,4
6
126
2,0
950
4,0
0,5
7
128
780
8
130
630
Système Métrique
Débits – lpm/scfh
O
2
Air
Débit préliminaire
0 / 0
43 / 90
Débit de coupe
25 / 52
0 / 0