Acier doux, Plasma / air protection 260 a coupage – Hypertherm HPR260 Auto Gas Manuel d'utilisation
Page 100
4
FONCTIONNEMENT
4-20
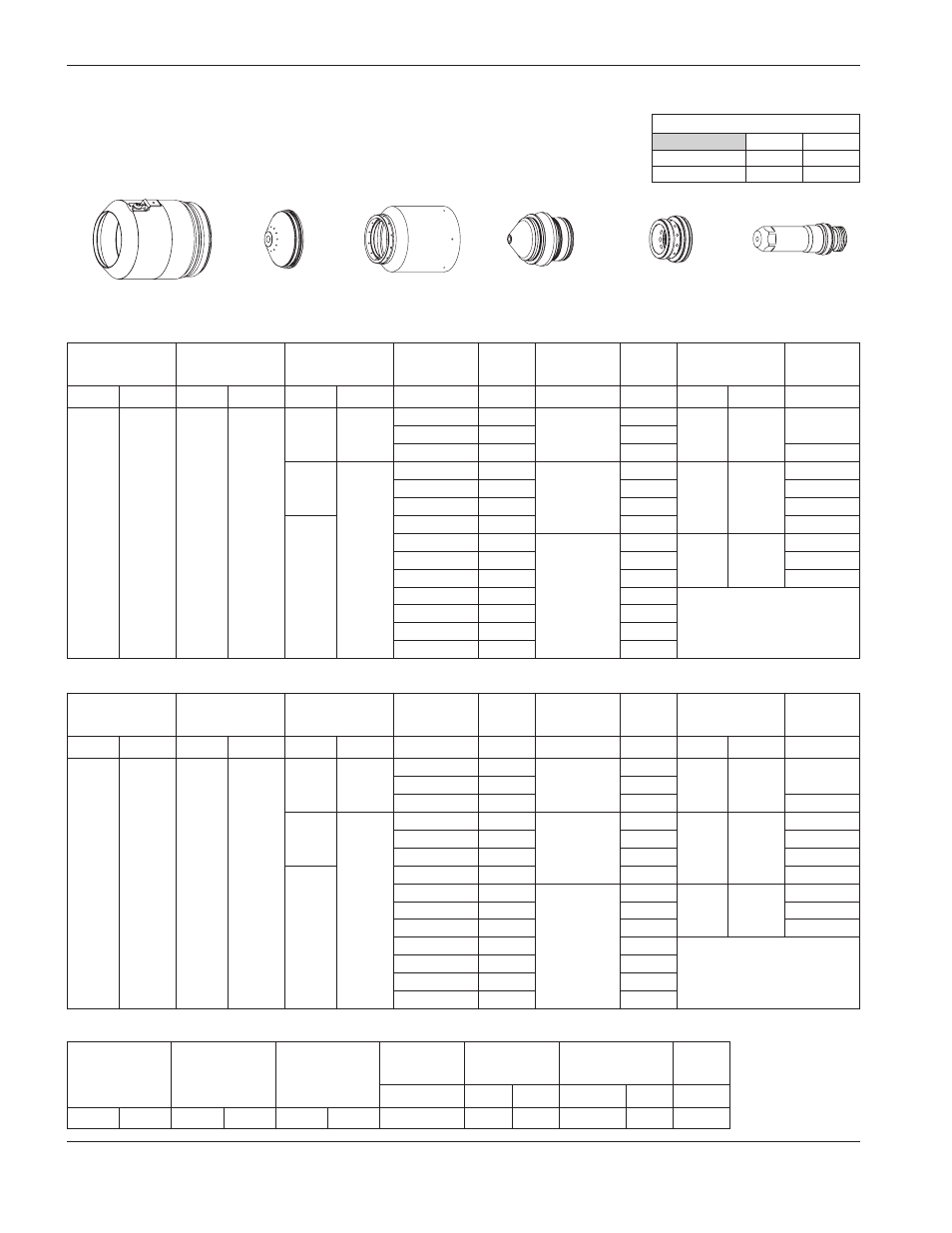
HPR260 gaz auto
Mode d’emploi
Acier doux
O
2
Plasma / Air Protection
260 A Coupage
220440
220398
220435
220433
220436
220439
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
mm
V
mm
mm/m
mm
Facteur %
sec.
O
2
Air
22
49
76
46
6
150
2,8
6 500
8,5
300
0,3
10
150
4 440
12
150
3 850
0,4
80
49
15
155
3,6
3 130
9,0
250
0,5
20
159
2 170
0,6
22
166
1 930
0,7
84
25
171
1 685
0,8
28
170
4,8
1 445
9,5
200
0,9
32
172
1 135
1,0
38
174
895
1,2
44
185
580
Amorçage à l’arête
50
188
405
58
193
290
64
202
195
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
po.
V
po.
ppm
po.
Facteur %
sec.
O
2
Air
22
49
76
46
1/4
150
0.110
250
0.330
300
0.3
3/8
150
180
1/2
150
145
0.4
80
49
5/8
155
0.140
115
0.350
250
0.5
3/4
159
90
0.6
7/8
166
75
0.7
84
1
171
65
0.8
1-1/8
170
0.190
55
0.380
200
0.9
1-1/4
172
45
1.0
1-1/2
174
35
1.2
1-3/4
185
22
Amorçage à l’arête
2
188
15
2-1/4
193
12
2-1/2
202
8
Débits – L/min à un réglage de 19 mm
O
2
Air
Débit préliminaire
0 / 0
130 / 275
Débit de coupe
42 / 88
104 / 220
Choisir
les gaz
Régler
sur prégaz
Régler
l'écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse
marquage
Tension
de l'arc
A
mm
po.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6 350
250
135
Marquage