Acier doux, Plasma / air protection 260 a coupage – Hypertherm HPR260 Auto Gas Manuel d'utilisation
Page 261
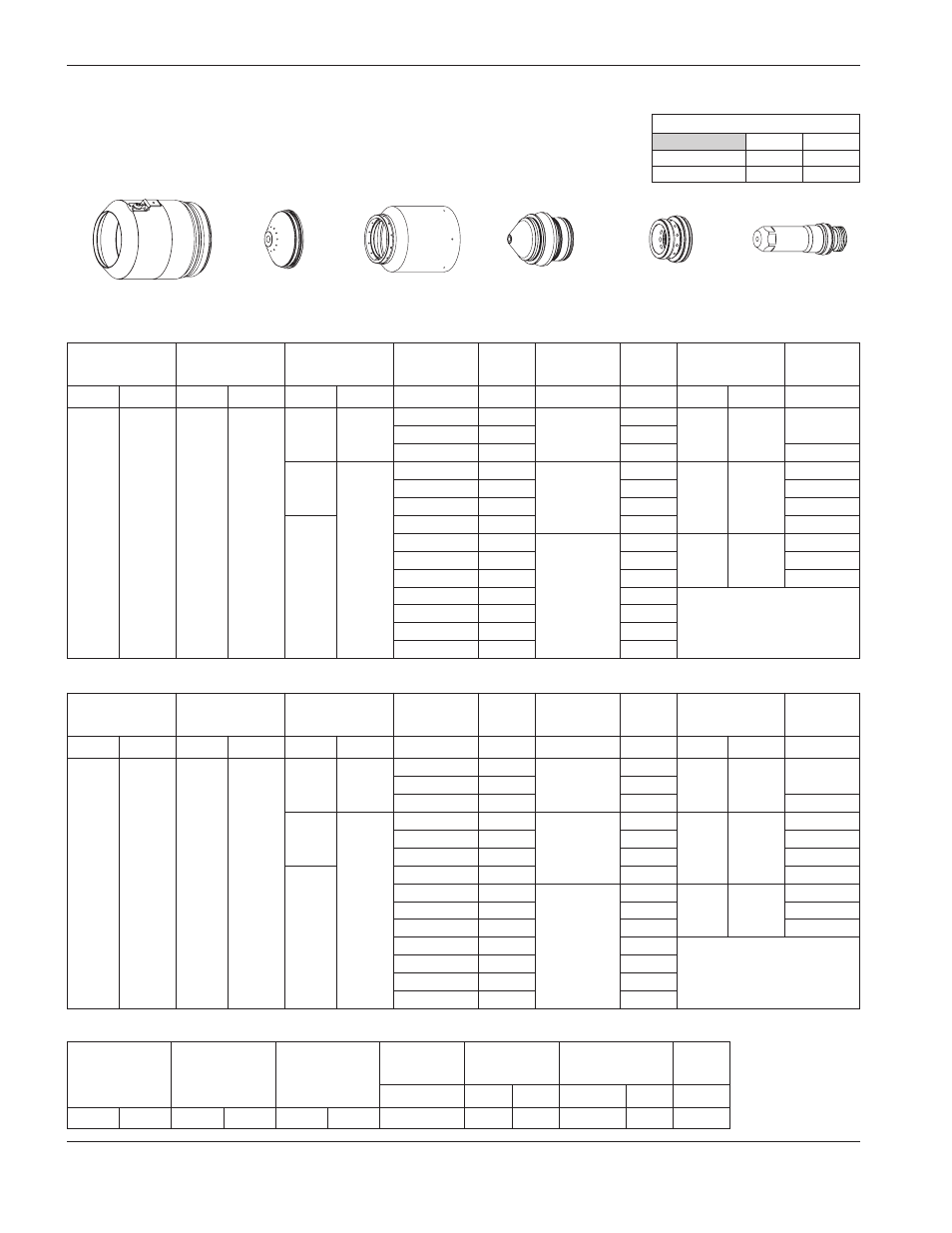
ANNEXE C – TABLEAUX DE COUPE POUR LES RÉVISIONS ANTÉRIEURES DU SYSTÈME
c-6
HPR260 gaz auto
Mode d’emploi
Acier doux
O
2
Plasma / Air Protection
260 A Coupage
220440
220398
220435
220433
220436
220439
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
mm
V
mm
mm/m
mm
Facteur %
sec.
O
2
Air
22
58
76
54
6
150
2,8
6 500
8,5
300
0,3
10
150
4 440
12
150
3 850
0,4
80
58
15
155
3,6
3 130
9,0
250
0,5
20
159
2 170
0,6
22
166
1 930
0,7
84
25
171
1 685
0,8
28
170
4,8
1 445
9,5
200
0,9
32
172
1 135
1,0
38
174
895
1,2
44
185
580
—
50
188
405
58
193
290
64
202
195
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler l'écoulement
de coupe
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
po.
V
po.
ppm
po.
Facteur %
sec.
O
2
Air
22
58
76
54
1/4
150
0.110
250
0.330
300
0.3
3/8
150
180
1/2
150
145
0.4
80
58
5/8
155
0.140
115
0.350
250
0.5
3/4
159
90
0.6
7/8
166
75
0.7
84
1
171
65
0.8
1-1/8
170
0.190
55
0.380
200
0.9
1-1/4
172
45
1.0
1-1/2
174
35
1.2
1-3/4
185
22
—
2
188
15
2-1/4
193
12
2-1/2
202
8
Débits – L/min à un réglage de 19 mm
O
2
Air
Débit préliminaire
0 / 0
130 / 275
Débit de coupe
42 / 88
104 / 220
Choisir
les gaz
Régler
sur prégaz
Régler
l'écoulement
de coupe
Intensité
Distance
torche-pièce
Vitesse
marquage
Tension
de l'arc
A
mm
po.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6 350
250
135
Marquage