Principes de base des fonctions de contournage 6.2 – HEIDENHAIN TNC 620 (81760x-02) Manuel d'utilisation
Page 207
Principes de base des fonctions de contournage
6.2
6
TNC 620 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
207
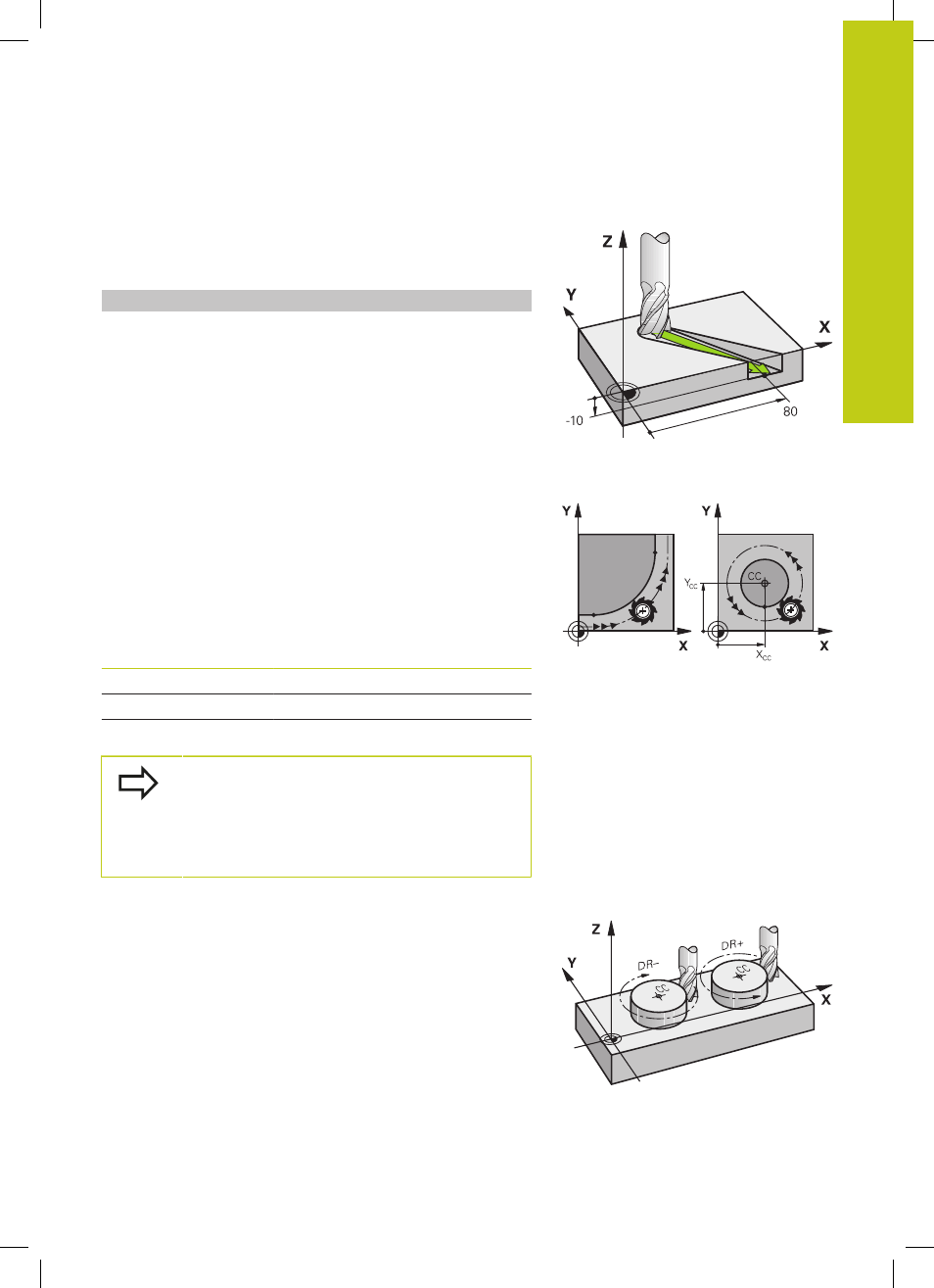
Déplacement tridimensionnel
La séquence de programme contient 3 coordonnées : la TNC
positionne l'outil dans l'espace jusqu'à la position programmée.
Exemple
L X+80 Y+0 Z-10
Cercles et arcs de cercle
Pour les déplacements circulaires, la TNC déplace simultanément
deux axes de la machine : l'outil se déplace par rapport à la pièce
sur une trajectoire circulaire. Pour les déplacements circulaires,
vous pouvez indiquer un centre de cercle
CC.
Les fonctions de contournage des arcs de cercle permettent de
réaliser des cercles dans les plans principaux : il faut définir le plan
d'usinage principal en même temps que l'axe de broche lors de
l'appel d'outil
TOOL CALL :
Axe de broche
Plan principal
Z
XY, aussi UV, XV, UY
Y
ZX, aussi WU, ZU, WX
X
YZ, aussi VW, YW, VZ
Les cercles qui ne sont pas définis dans des plans
parallèles au plan principal sont programmés avec la
fonction "Inclinaison du plan d'usinage“ (voir Manuel
d'utilisation des cycles, cycle 19 PLAN D'USINAGE)
ou avec les paramètres Q (voir "Principe et résumé
des fonctions", page 296).
Sens de rotation DR lors de déplacements circulaires
Pour les déplacements circulaires sans transition tangentielle à
d'autres éléments du contour, introduisez le sens de rotation de la
manière suivante :
Rotation dans le sens horaire :
ROT-
Rotation dans le sens anti-horaire :
ROT+