8 cycles de conversion de coordonnées – HEIDENHAIN TNC 410 Manuel d'utilisation
Page 201
8 Programmation: Cycles
188
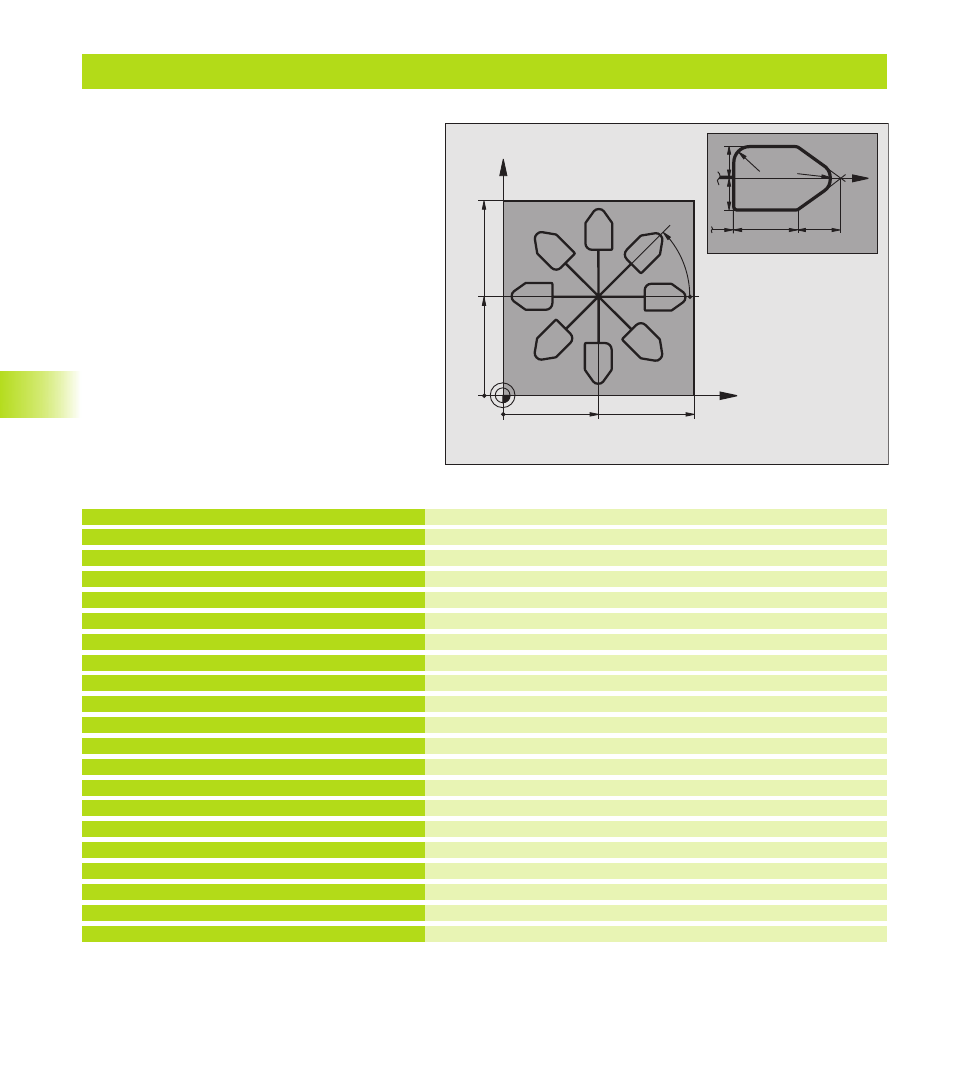
Exemple: Cycles de conversion de coordonnées
Définition de la pièce brute
Définition de l‘outil
l'appel de l‘outil
Dégager l‘outil
Décalage de l‘outil au centre
Appeler le fraisage
Initialiser un label pour la répétition de parties de programme
Rotation de 45° (en incrémental)
Appeler le fraisage
Retour au LBL 10; six fois au total
Annuler la rotation
Annuler le décalage du point zéro
Dégager l‘outil, fin du programme
0 BEGIN PGM CONVER MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+130 Y+130 Z+0
3 TOOL DEF 1 L+0 R+1
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 7.0 POINT ZERO
7 CYCL DEF 7.1 X+65
8 CYCL DEF 7.2 Y+65
9 CALL LBL 1
10 LBL 10
11 CYCL DEF 10.0 ROTATION
12 CYCL DEF 10.1 IROT+45
13 CALL LBL 1
14 CALL LBL 10 REP 6
15 CYCL DEF 10.0 ROTATION
16 CYCL DEF 10.1 ROT+0
17 CYCL DEF 7.0 POINT ZERO
18 CYCL DEF 7.1 X+0
19 CYCL DEF 7.2 Y+0
20 L Z+250 R0 FMAX M2
Déroulement du programme
■
Conversions de coordonnées dans le programme
principal
■
Usinage dans le sous-programme 1 (cf. „9
Programmation: Sous-programmes et répétitions de
parties de programme“)
8.8 Cycles de conversion de coordonnées
X
Y
65
65
130
130
45°
X
20
30
10
R5
R5
10
10