3 cycles de perçage – HEIDENHAIN TNC 410 Manuel d'utilisation
Page 148
135
TNC 410 HEIDENHAIN
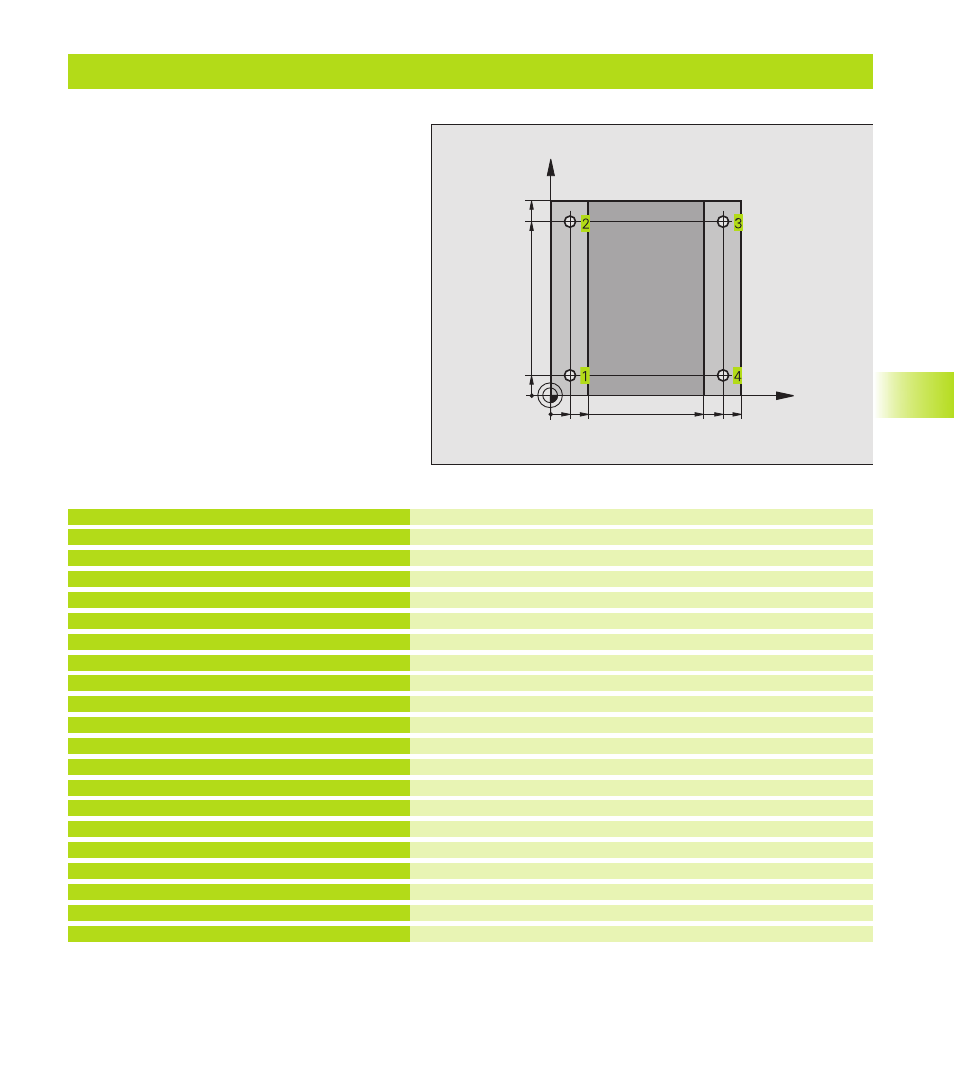
Exemple: Cycles de perçage
Définition de la pièce brute
Définition de l‘outil
l'appel de l‘outil
Dégager l‘outil
Définition du cycle
Aborder le trou 1, marche broche
Appel du cycle
Aborder le trou 2, appel du cycle
Aborder le trou 3, appel du cycle
Aborder le trou 4, appel du cycle
Dégager l‘outil, fin du programme
0 BEGIN PGM C200 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL DEF 1 L+0 R+3
4 TOOL CALL 1 Z S4500
5 L Z+250 R0 F MAX
6 CYCL DEF 200 PERCAGE
Q200=2 ;DISTANCE D'APPROCHE
Q201=-15 ;PROFONDEUR
Q206=250 ;AVANCE PLONGEE PROF.
Q202=5 ;PROFONDEUR DE PASSE
Q210=0 ;TEMPO EN HAUT
Q203=-10 ;COORD. SURFACE
Q204=20 ;2ème DISTANCE D'APPROCHE
7 L X+10 Y+10 R0 FMAX M3
8 CYCL CALL
9 L Y+90 R0 FMAX M99
10 L X+90 R0 FMAX M99
11 L Y+10 R0 FMAX M99
12 L Z+250 R0 FMAX M2
13 END PGM C200 MM
8.3 Cycles de perçage
X
Y
20
10
100
100
10
90
90
80