Pièce – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 356
Cycles palpeurs : initialisation automatique des points d'origine
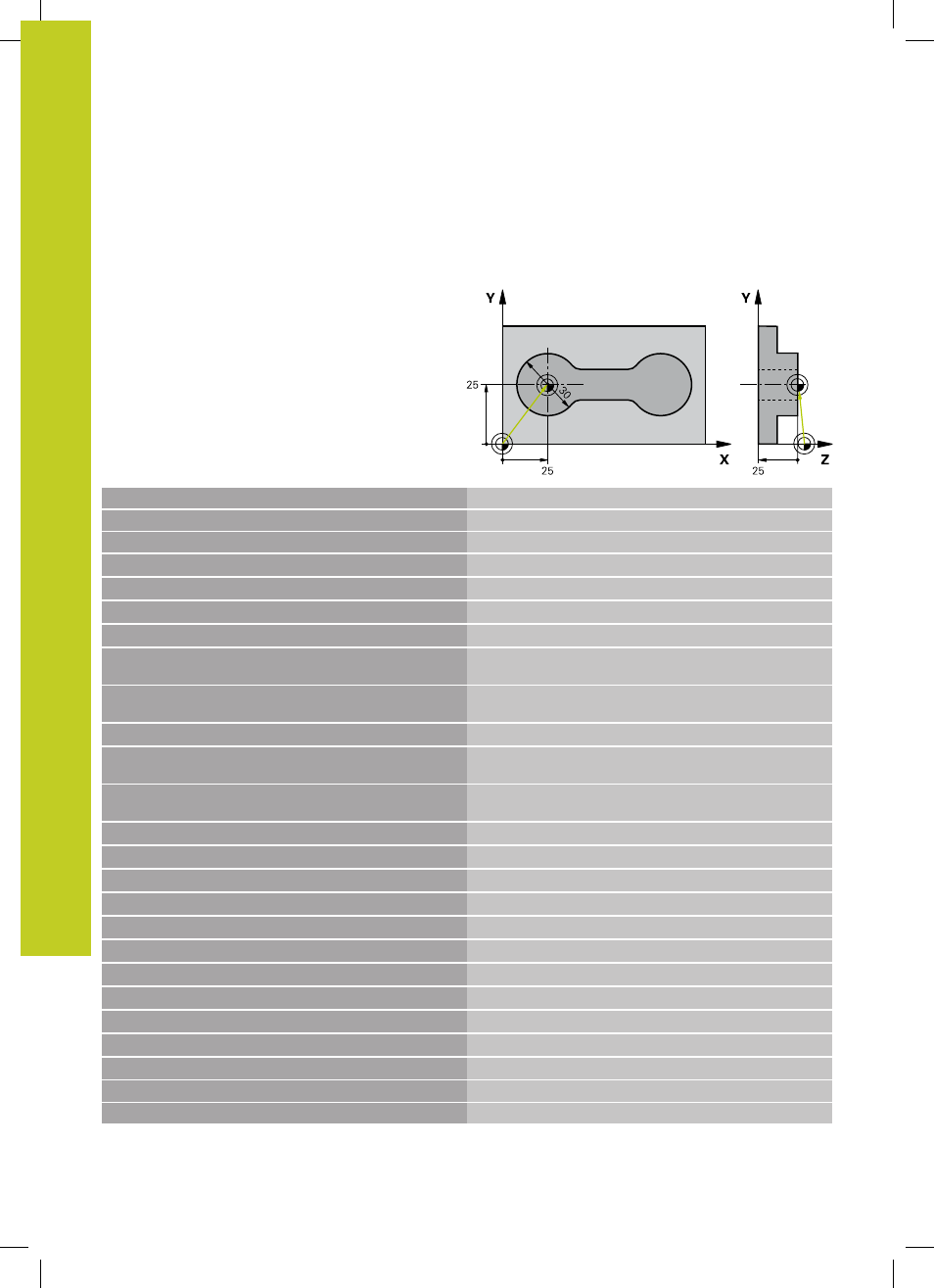
15.14 Exemple : initialiser le point d'origine : centre d'un secteur
circulaire et la face supérieure de la pièce
15
356
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
15.14
Exemple : initialiser le point d'origine :
centre d'un secteur circulaire et la face
supérieure de la pièce
0 BEGIN PGM CYC413 MM
1 TOOL CALL 69 Z
Appeler l'outil 0 pour définir l'axe du palpeur
2 TCH PROBE 413 PT RÉF EXT. CERCLE
Q321=+25
;CENTRE 1ER AXE
Centre du cercle : coordonnée X
Q322=+25
;CENTRE 2ÈME AXE
Centre du cercle : coordonnée Y
Q262=30
;DIAMÈTRE NOMINAL
Diamètre du cercle
Q325=+90
;ANGLE INITIAL
Angle en coordonnées polaires pour 1er point de palpage
Q247=+45
;INCRÉMENT ANGULAIRE
Incrément angulaire pour calculer les points de palpage 2 à
4
Q261=-5
;HAUTEUR DE MESURE
Coordonnée dans l'axe du palpeur à laquelle est effectuée la
mesure
Q320=2
;DISTANCE D'APPROCHE
Distance d'approche supplémentaire à la colonne SET_UP
Q260=+10
;HAUTEUR DE SÉCURITÉ
Hauteur à laquelle l'axe du palpeur peut se déplacer sans
risque de collision
Q301=0
;DÉPLAC. HAUT. SÉCU.
Entre les points de mesure, ne pas aller à hauteur de
sécurité
Q305=0
;N° DANS TABLEAU
Initialiser l'affichage
Q331=+0
;POINT DE RÉFÉRENCE
Initialiser l'affichage X à 0
Q332=+10
;POINT DE RÉFÉRENCE
Initialiser l'affichage Y à 0
Q303=+0
;TRANSFERT VAL. MESURE
Sans fonction car l'affichage doit être initialisé
Q381=1
;PALPER DS AXE PALPEUR
Initialiser également le point d'origine dans l'axe du palpeur
Q382=+25
;1ÈRE COORD. DS AXE PALP.
Point de palpage coordonnée X
Q383=+25
;2ÈME COORD. DS AXE PALP.
Point de palpage coordonnée Y
Q384=+25
;3ÈME COORD. DS AXE PALP.
Point de palpage coordonnée Z
Q333=+0
;POINT DE RÉFÉRENCE
Initialiser l'affichage Z à 0
Q423=4
;NB POINTS DE MESURE
Mesurer un cercle avec 4 palpages
Q365=0
;TYPE DÉPLACEMENT
Trajectoire circulaire entre les points de mesure
3 CALL PGM 35K47
Appeler le programme d'usinage
4 END PGM CYC413 MM