3 surface reguliere (cycle 231, din/iso : g231), Mode opératoire du cycle, Surface reguliere (cycle 231, din/iso : g231) – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 223
SURFACE REGULIERE
(cycle 231, DIN/ISO : G231)
10.3
10
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
223
10.3
SURFACE REGULIERE
(cycle 231, DIN/ISO : G231)
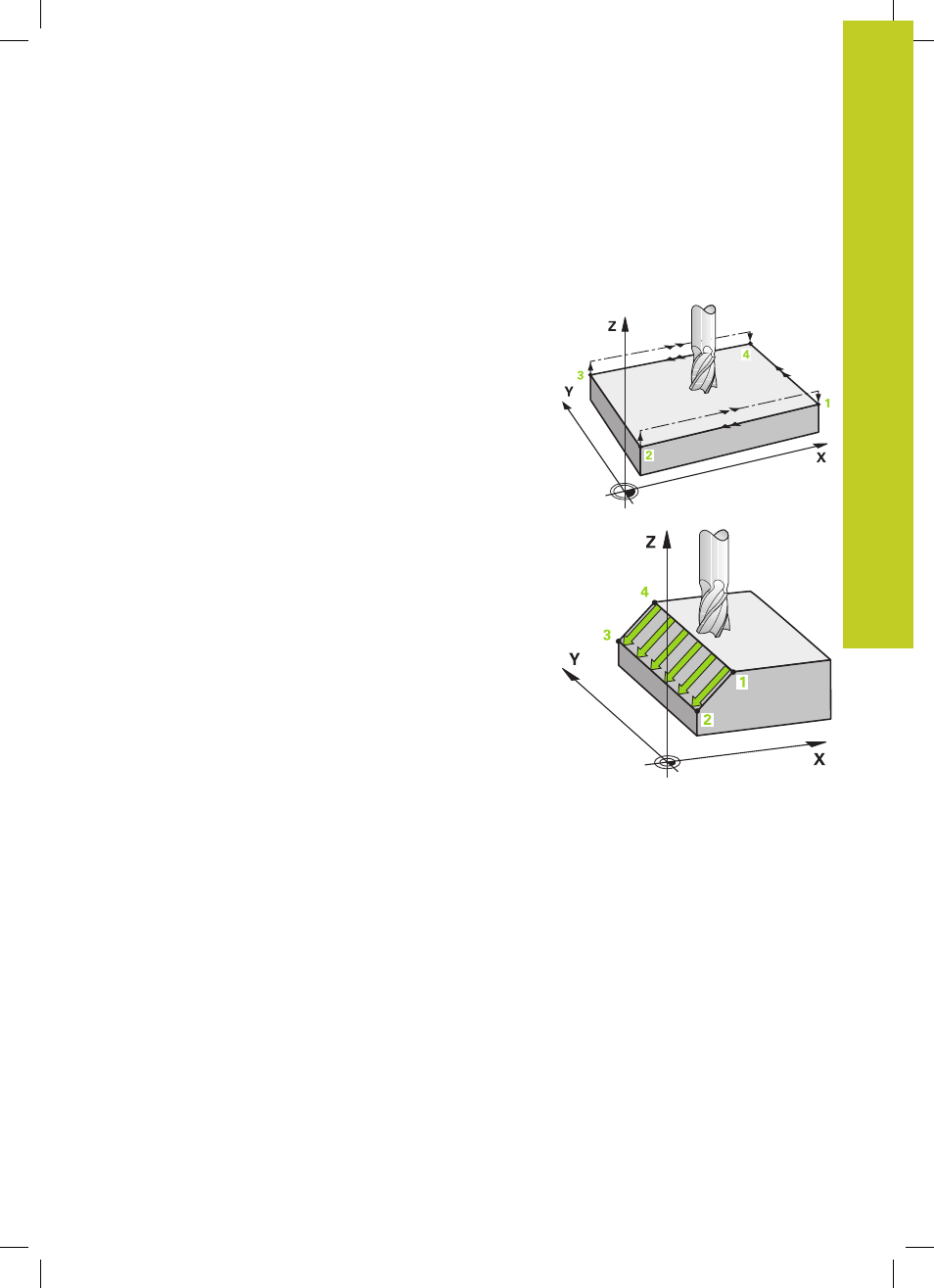
Mode opératoire du cycle
1 En partant de la position actuelle et en suivant une trajectoire
linéaire 3D, la TNC positionne l'outil au point initial
1.
2 L'outil se déplace ensuite au point final
2
selon l'avance de
fraisage programmée.
3 Partant de cette position, la TNC déplace l'outil, en avance
rapide
FMAX, de la valeur du diamètre d'outil dans le sens
positif de l'axe de broche, puis le ramène au point initial
1.
4 Au point initial
1
, la TNC ramène l'outil à la dernière valeur Z
abordée.
5 La TNC décale ensuite l'outil sur les trois axes, du point
1
en
direction du point
4
à la ligne suivante.
6 La TNC déplace ensuite l'outil jusqu'au point final de cette
ligne. La TNC calcule le point final en fonction du point
2
et d'un
décalage en direction du point
3
.
7 L'usinage ligne à ligne est répété jusqu'à ce que la surface
programmée soit intégralement usinée.
8 Pour terminer, la TNC déplace l'outil de la valeur de son
diamètre, au-dessus du point programmé le plus élevé dans
l'axe de broche.