Effet, Attention lors de la programmation – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 248
Cycles : conversions de coordonnées
11.9
PLAN D'USINAGE (cycle 19, DIN/ISO : G80, option de logiciel 1)
11
248
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
11.9
PLAN D'USINAGE (cycle 19, DIN/ISO :
G80, option de logiciel 1)
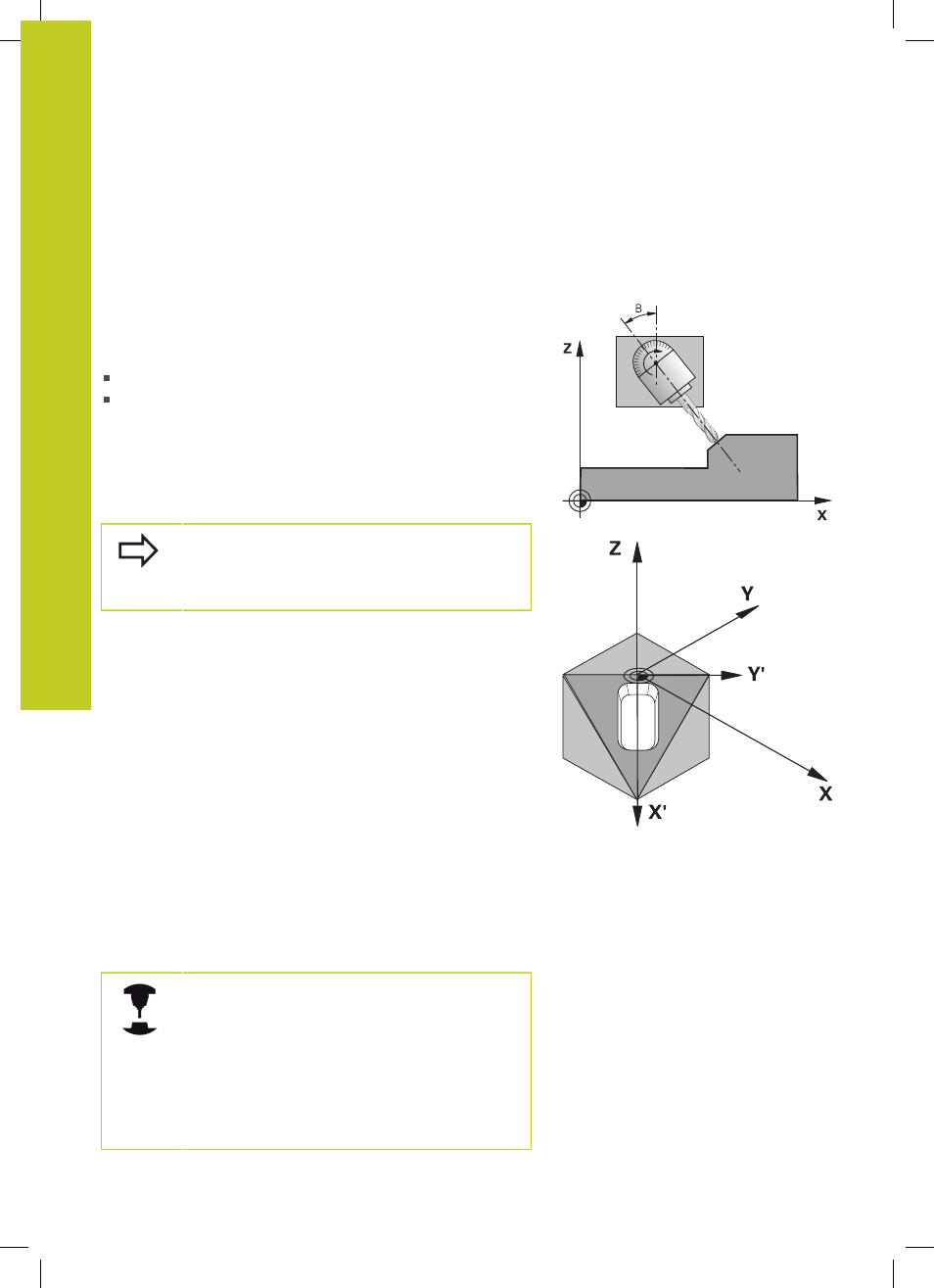
Effet
Dans le cycle 19, vous définissez la position du plan d'usinage –
position de l'axe d'outil par rapport au système de coordonnées
machine – en introduisant les angles d'inclinaison. Vous pouvez
définir la position du plan d'usinage de deux manières :
Introduire directement la position des axes inclinés
Définir la position du plan d'usinage en introduisant jusqu'à trois
rotations (angles dans l'espace) du système de coordonnées
machine
. Pour déterminer les angles dans l'espace, définir
une coupe perpendiculaire au plan d'usinage incliné, la valeur
à introduire est l'angle de cette coupe vu de l'axe d'inclinaison.
Deux angles dans l'espace suffisent pour définir clairement
toute position d'outil dans l'espace.
Remarquez que la position du système de
coordonnées incliné et donc des déplacements dans
le système incliné dépendent de la manière dont le
plan incliné est défini.
Si vous programmez la position du plan d'usinage avec les angles
dans l'espace, la TNC calcule automatiquement les positions
angulaires nécessaires des axes inclinés et les mémorise dans
les paramètres Q120 (axe A) à Q122 (axe C). Si deux solutions se
présentent, la TNC sélectionne la trajectoire la plus courte – en
partant de la position zéro des axes rotatifs.
L'ordre des rotations destinées au calcul de la position du plan
est définie : la TNC fait pivoter tout d'abord l'axe A, puis l'axe B et
enfin, l'axe C.
Le cycle 19 est actif dès sa définition dans le programme. Dès que
vous déplacez un axe dans le système incliné, la correction de cet
axe est activée. Si la correction doit agir sur tous les axes, vous
devez déplacer tous les axes.
Si vous avez mis sur
Actif la fonction Exécution de programme
Inclinaison en mode Manuel, la valeur angulaire du cycle 19 PLAN
D'USINAGE introduite dans ce menu sera écrasée.
Attention lors de la programmation !
Les fonctions d'inclinaison du plan d'usinage
sont adaptées à la machine et à la TNC par le
constructeur. Sur certaines têtes pivotantes (tables
pivotantes), le constructeur de la machine définit si
les angles programmés dans le cycle doivent être
interprétés par la TNC comme coordonnées des axes
rotatifs ou comme composantes angulaires d'un plan
incliné.
Consultez le manuel de votre machine.