Exemple : corps d'un cylindre avec le cycle 28 – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 204
Cycles d'usinage : corps d'un cylindre
8.5
Exemples de programmation
8
204
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
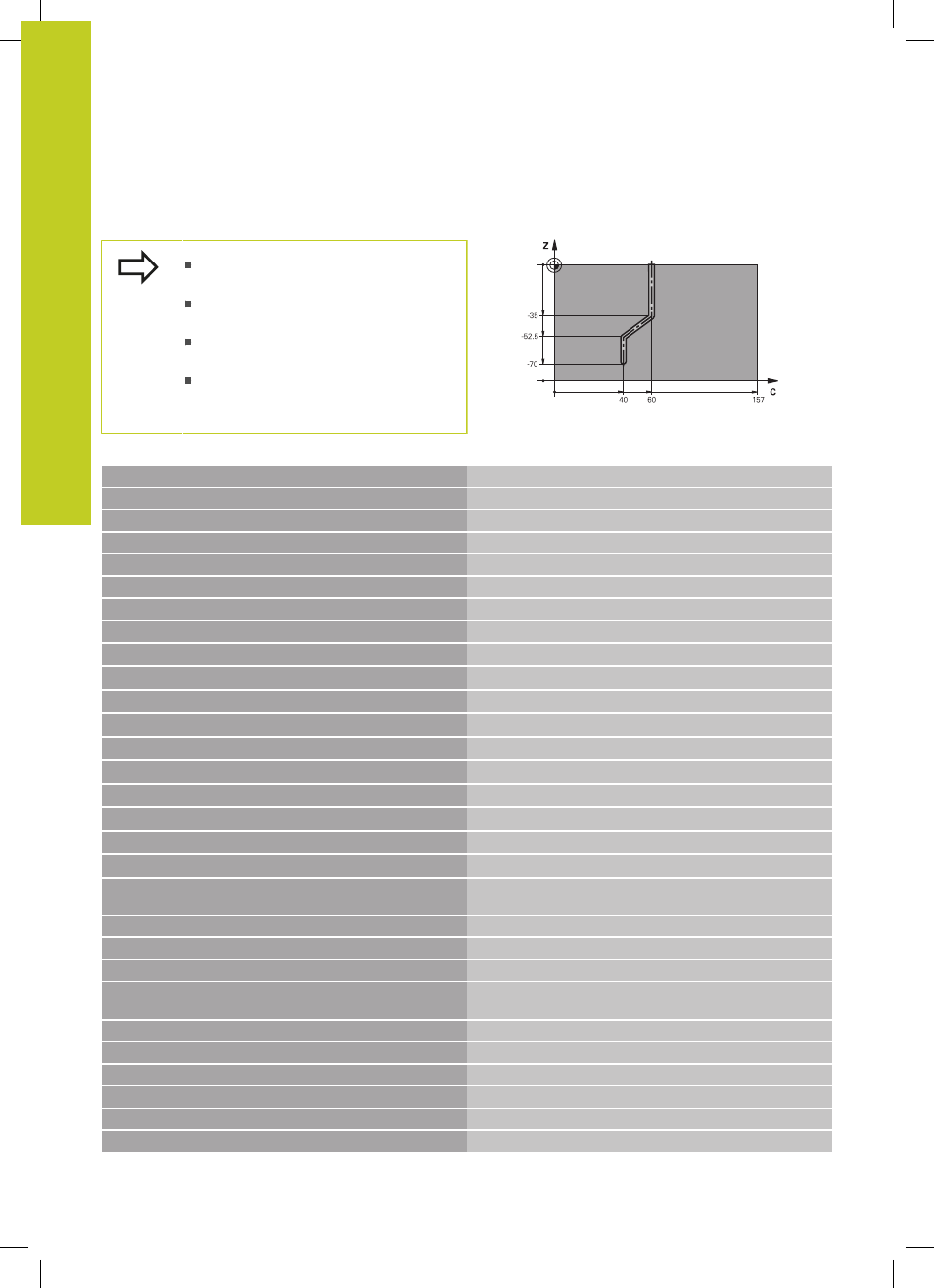
Exemple : corps d'un cylindre avec le cycle 28
Cylindre fixé au centre du plateau
circulaire
Machine équipée d'une tête B et d'une
table C
Le point d'origine est au centre du
plateau circulaire
Définition de la trajectoire du centre
outil dans le sous-programme de
contour
0 BEGIN PGM C28 MM
1 TOOL CALL 1 Z S2000
Appel de l’outil, axe d’outil Z, diamètre 7
2 L Z+250 R0 FMAX
Dégager l'outil
3 L X+50 Y+0 R0 FMAX
Positionner l'outil au centre du plateau circulaire
4 PLANE SPATIAL SPA+0 SPB+90 SPC+0 TURN FMAX
Inclinaison
5 CYCL DEF 14.0 CONTOUR
Définir le sous-programme de contour
6 CYCL DEF 14.1 LABEL CONTOUR 1
7 CYCL DEF 28 CORPS DU CYLINDRE
Définir les paramètres d'usinage
Q1=-7
;PROFONDEUR DE FRAISAGE
Q3=+0
;SURÉP. LATÉRALE
Q6=2
;DISTANCE D'APPROCHE
Q10=-4
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q12=250
;AVANCE FRAISAGE
Q16=25
;RAYON
Q17=1
;UNITÉ DE MESURE
Q20=10
;LARGEUR DE RAINURE
Q21=0.02
;TOLÉRANCE
Reprise d'usinage active
8 L C+0 R0 FMAX M3 M99
Pré-positionner le plateau circulaire, marche broche, appel
du cycle
9 L Z+250 R0 FMAX
Dégager l'outil
10 PLANE RESET TURN FMAX
Annuler l'inclinaison, annuler la fonction PLANE
11 M2
Fin du programme
12 LBL 1
Sous-programme de contour, définition de la trajectoire du
centre outil
13 L X+60 X+0 RL
Données dans l’axe rotatif en mm (Q17=1)
14 L Y-35
15 L X+40 Y-52.5
16 L Y-70
17 LBL 0
18 END PGM C28 MM