Mode opératoire du cycle, Attention lors de la programmation – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 346
Cycles palpeurs : initialisation automatique des points d'origine
15.11 POINT DE REFERENCE DANS L'AXE DU PALPEUR (cycle 417 DIN/
ISO : G417)
15
346
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
15.11
POINT DE REFERENCE DANS
L'AXE DU PALPEUR (cycle 417 DIN/
ISO : G417)
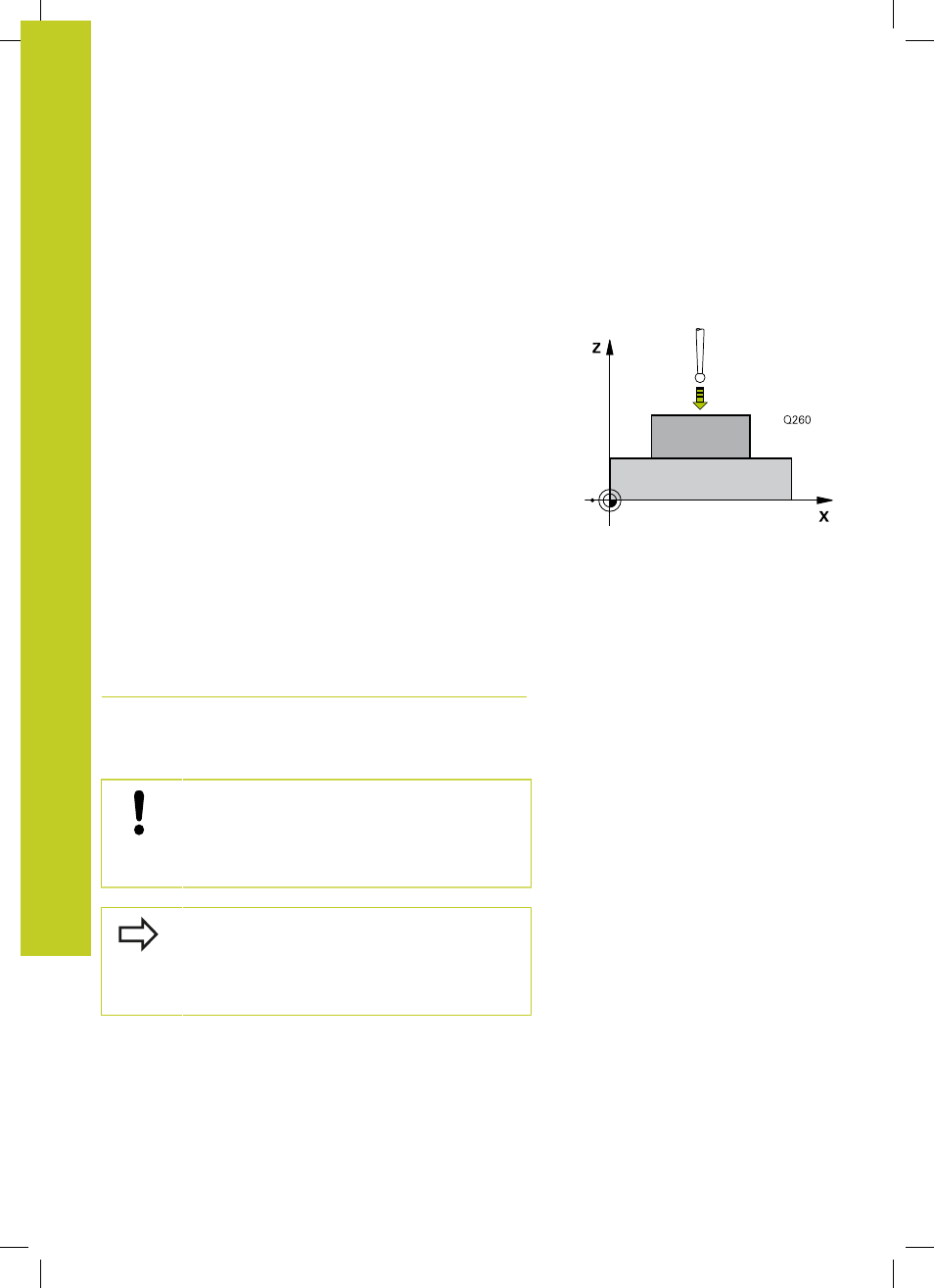
Mode opératoire du cycle
Le cycle palpeur 417 mesure une coordonnée au choix dans l'axe
du palpeur et l'initialise comme point d'origine. Au choix, la TNC
peut mémoriser également la coordonnée mesurée dans un
tableau de points zéro ou dans le tableau Preset.
1 La TNC positionne le palpeur au point de palpage
1
en avance
rapide (valeur de la colonne
FMAX) et selon la logique de
positionnement (voir "Exécuter les cycles palpeurs", Page 276).
La TNC décale alors le palpeur de la valeur de la distance
d'approche, dans le sens positif de l'axe du palpeur.
2 Puis, le palpeur se déplace dans l'axe du palpeur jusqu'à
la coordonnée programmée pour le point de palpage
1
et
enregistre la position effective en palpant simplement.
3 Pour terminer, la TNC rétracte le palpeur à la hauteur de
sécurité, traite le point de référence calculé en fonction des
paramètres de cycle Q303 et Q305 (voir "Caractéristiques
communes à tous les cycles palpeurs pour l'initialisation du
point de référence", Page 305) et enregistre la valeur effective
dans le paramètre Q indiqué ci-après.
Numéro de
paramètre
Signification
Q160
Valeur effective du point mesuré
Attention lors de la programmation !
Attention, risque de collision!
Aucune conversion de coordonnées ne doit être
active si vous initialisez un point de référence avec le
cycle palpeur (Q303 = 0) et que vous utilisez en plus
la fonction Palpage dans l'axe palpeur (Q381 = 1).
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.
La TNC initialise ensuite le point de référence sur cet
axe.