10 exemples de programmation, Exemple: evidement et semi-finition d'une poche, Exemples de programmation – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 186
Cycles d'usinage : poche avec contour
7.10
Exemples de programmation
7
186
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
7.10
Exemples de programmation
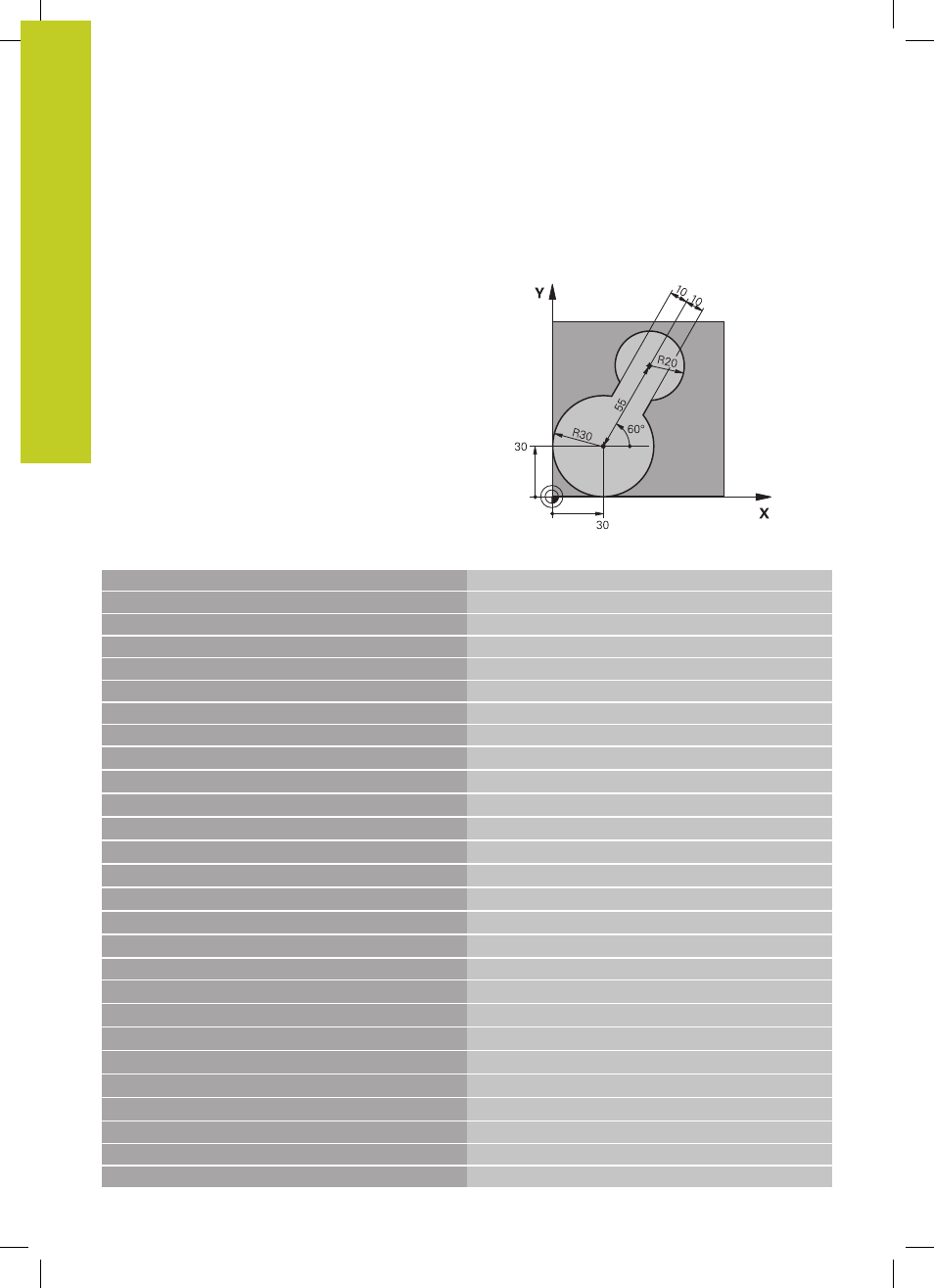
Exemple: Evidement et semi-finition d'une poche
0 BEGIN PGM C20 MM
1 BLK FORM 0.1 Z X-10 Y-10 Z-40
2 BLK FORM 0.2 X+100 Y+100 Z+0
Définition de la pièce brute
3 TOOL CALL 1 Z S2500
Appel de l’outil pour le pré-évidement, diamètre 30
4 L Z+250 R0 FMAX
Dégager l'outil
5 CYCL DEF 14.0 CONTOUR
Définir le sous-programme de contour
6 CYCL DEF 14.1 LABEL CONTOUR 1
7 CYCL DEF 20 DONNÉES CONTOUR
Définir les paramètres généraux pour l’usinage
Q1=-20
;PROFONDEUR DE FRAISAGE
Q2=1
;FACTEUR DE RECOUVREMENT
Q3=+0
;SURÉP. LATÉRALE
Q4=+0
;SURÉP. DE PROFONDEUR
Q5=+0
;COORD. SURFACE PIÈCE
Q6=2
;DISTANCE D'APPROCHE
Q7=+100
;HAUTEUR DE SÉCURITÉ
Q8=0.1
;RAYON D'ARRONDI
Q9=-1
;SENS DE ROTATION
8 CYCL DEF 22 ÉVIDEMENT
Définition du cycle de pré-évidement
Q10=5
;PROFONDEUR DE PASSE
Q11=100
;AVANCE PLONGÉE PROF.
Q12=350
;AVANCE ÉVIDEMENT
Q18=0
;OUTIL PRÉ-ÉVIDEMENT
Q19=150
;AVANCE PENDULAIRE
Q208=30000
;AVANCE RETRAIT
9 CYCL CALL M3
Appel du cycle pour le pré-évidement
10 L Z+250 R0 FMAX M6
Changement d'outil
11 TOOL CALL 2 Z S3000
Appel de l’outil pour la semi-finition, diamètre 15