Mode opératoire du cycle – HEIDENHAIN TNC 320 (34055x-06) Cycle programming Manuel d'utilisation
Page 193
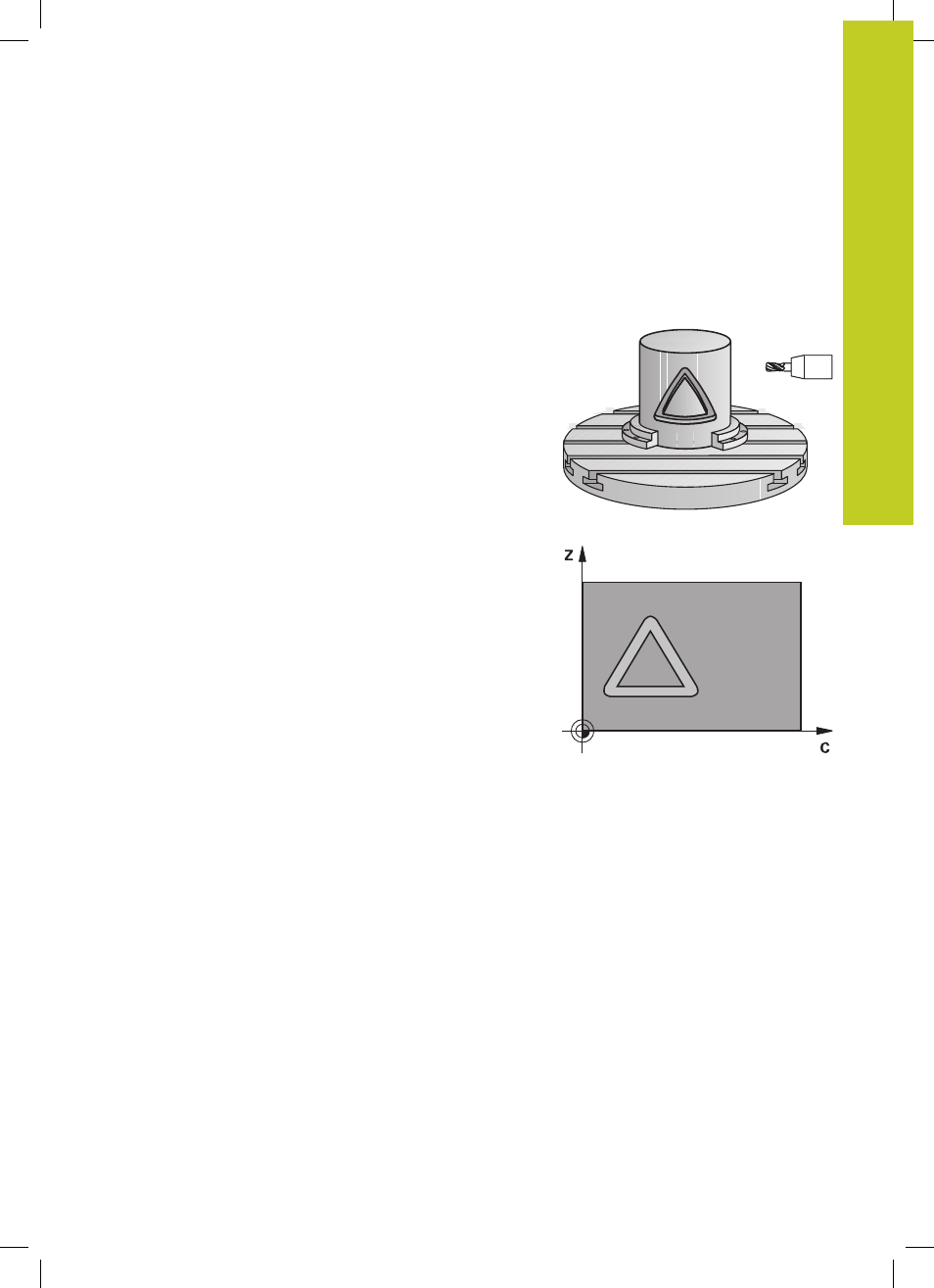
CORPS D'UN CYLINDRE
(cycle 27, DIN/ISO : G127, option de logiciel 1)
8.2
8
TNC 320 | Manuel d'utilisation Programmation des cycles | 9/2013
193
8.2
CORPS D'UN CYLINDRE
(cycle 27, DIN/ISO : G127, option de
logiciel 1)
Mode opératoire du cycle
Ce cycle permet de transférer le développé d'un contour défini sur
le corps d'un cylindre. Utilisez le cycle 28 si vous souhaitez usiner
p. ex. des rainures de guidage sur un cylindre.
Vous décrivez le contour dans un sous-programme que vous
définissez avec le cycle 14 (CONTOUR).
Dans le sous-programme, vous définissez toujours le contour
avec les coordonnées X et Y, quels que soient les axes rotatifs
qui équipent votre machine. La définition du contour est ainsi
indépendante de la configuration de votre machine. Vous disposez
des fonctions de contournage
L, CHF, CR, RND et
CT
.
Vous pouvez introduire les données de l'axe rotatif (coordonnées X)
en degrés ou en mm (inch) (à définir avec Q17 lors de la définition
du cycle).
1 La TNC positionne l'outil au-dessus du point de plongée. La
surépaisseur latérale de finition est alors prise en compte.
2 L'outil usine à la première profondeur de passe en suivant le
contour programmé, selon l'avance de fraisage Q12.
3 A la fin du contour, la TNC déplace l'outil à la distance
d'approche, puis à nouveau au point de plongée.
4 Les phases 1 à 3 sont répétées jusqu'à ce que la profondeur de
fraisage programmée Q1 soit atteinte.
5 Pour terminer, l'outil retourne à la distance d'approche.