Fonctions contournage pour approche / sortie – HEIDENHAIN TNC 310 (286 140) Pilot Manuel d'utilisation
Page 13
1 3
Aborder et quitter des contours
Aborder et quitter des contours
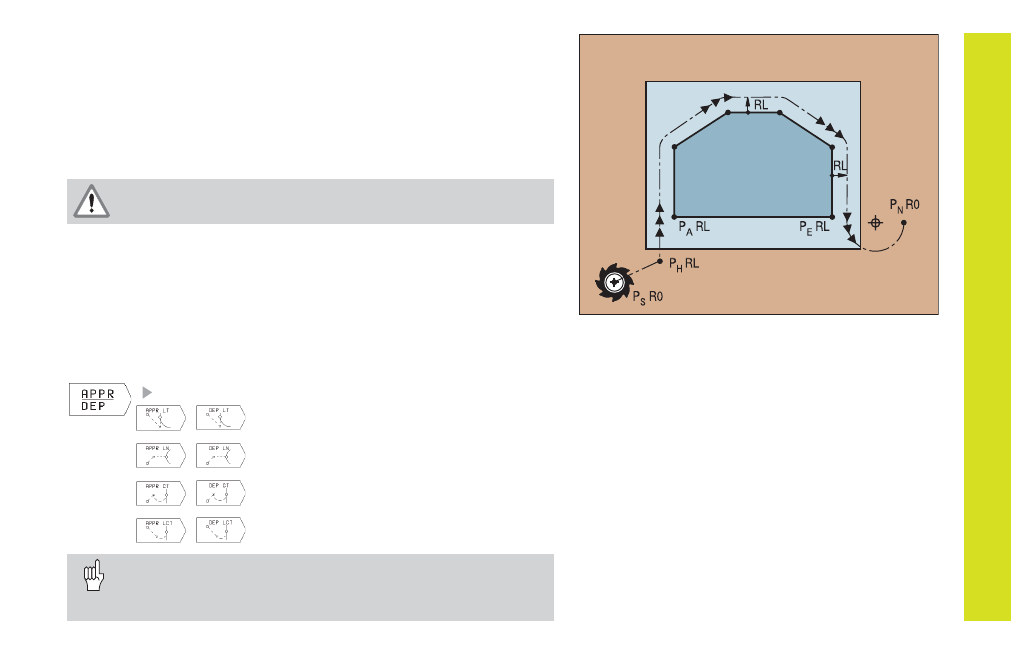
Point initial P
S
P
S
est situé en dehors du contour et doit être abordé sans correction
de rayon.
Point auxiliaire P
H
P
H
est situé en dehors du contour et sera calculé par la TNC.
La TNC déplace l'outil avec la dernière avance programmée, en
partant du point initial P
S
jusqu'au point auxiliaire P
H
!
Premier point du contour P
A
et dernier point du contour P
E
Le premier point P
A
est programmé dans une séquence APPR (angl.:
approach). Le dernier point est programé de la manière habituelle.
Point final P
N
P
N
est situé en dehors du contour et résulte de la séquence DEP
(départ). P
N
est abordé automatiquement avec R0.
Fonctions contournage pour approche / sortie
Appuyer sur la softkey de la fonction désirée:
Droite avec raccordement tangentiel
Droite perpendiculaire au point du contour
Trajectoire circulaire avec raccordement
tangentiel
Segment de droite avec cercle de
transition tangentiel au contour
Programmer la correction de rayon dans la séquence APPR!
Les séquences DEP ont pour effet d'initialiser à R0
la correction de rayon!