Powermax1000, Service manuel 3-17 entretien – Hypertherm Powermax1000 Rev.1 Manuel d'utilisation
Page 39
1
powermax1000
Service manuel
3-17
ENTRETIEN
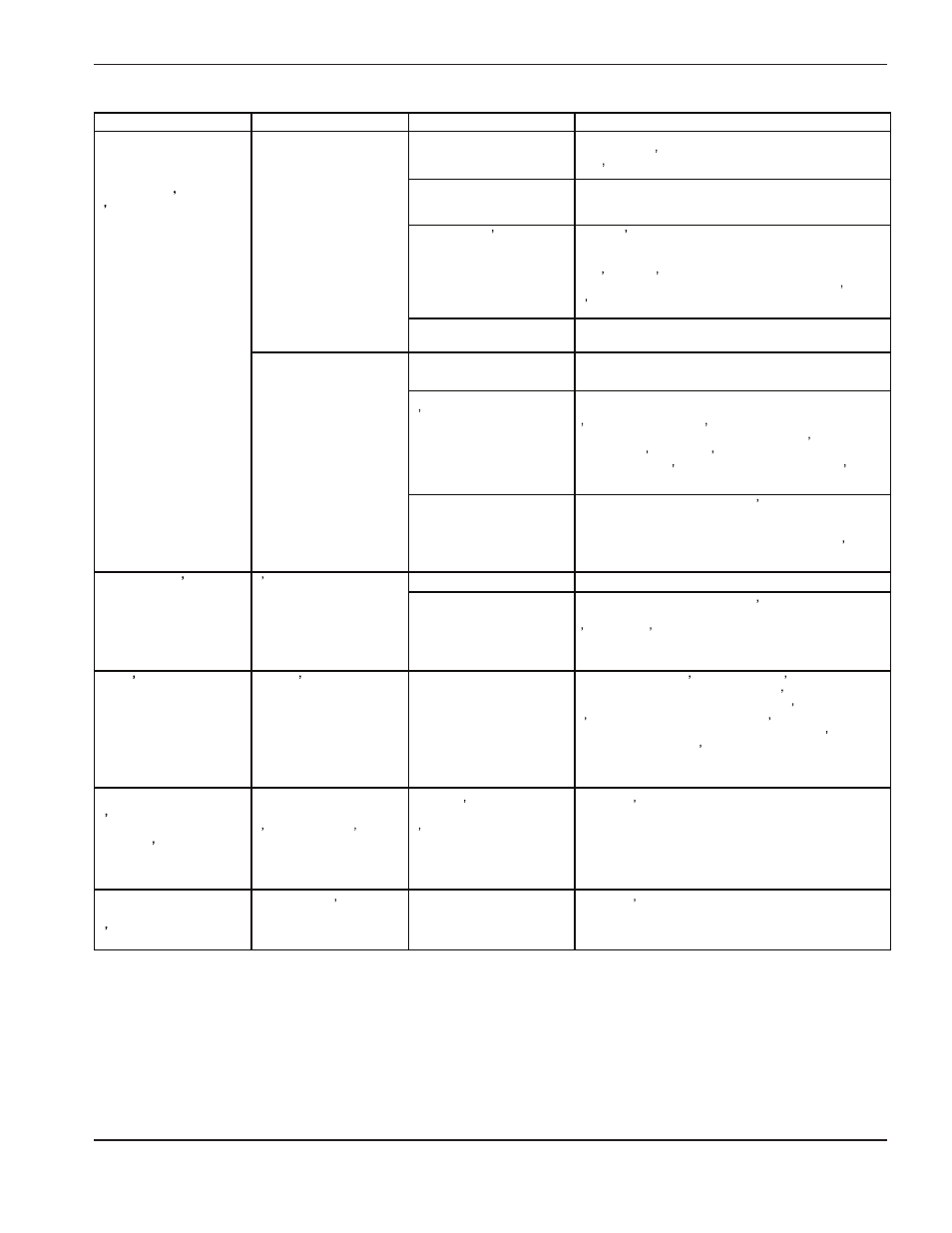
Problème
Ceci peut signifier
Cause
Solution
Mauvaise connexion du câble
de retour.
Vérifier que le câble de retour est bien fixé à la pièce et
que la pièce n est pas recouverte de rouille, de peinture
ou d autres revêtements.
Câble de retour endommagé. Vérifier la résistance sur le câble de retour. Si la
résistance est supérieure à 3 ohms, remplacer ou
réparer selon les prescriptions.
IGBT (Q8) de l arc pilote
défectueux.
Couper l alimentation (OFF), déposer les consommables
et vérifier la résistance entre le plongeur et la pièce. Si la
résistance est inférieure à 5 k ohms, vérifier la résistance
sur l IGBT de l arc pilote (deux vis sur Q8). Si la
résistance est inférieure à 5 k ohms, remplacer l IGBT
d arc pilote.
CI de commande défectueux
(PCB3).
Remplacer le CI de commande.
Le réglage de courant est
trop faible.
Vérifier que le bouton de réglage du courant est bien
réglé (tourne au max., à fond vers la droite).
Capteur de courant du CI
d alimentation défectueux.
Vérifier que le fil jaune connecté au fond de Q6 est câblé
par le fond de L1. Si tel est le cas et que la DEL de
l onduleur défectueux s allume (voir les DEL du circuit
imprimé de commande), remplacer le CI d alimentation
et effectuer l essai 5. Si l un des deux essais est négatif,
remplacer le CI d alimentation (PCB2) ainsi que l IGBT
approprié.
CI de commande défectueux
(PCB3).
Vérifier que la DEL de transfert s allume correctement
(voir DEL du CI de commande) sur le CI de commande
(PCB3) et vérifier le courant du câble de retour. Si le
courant se situe entre 15 et 25 A et que la DEL s allume,
remplacer le CI de commande.
Sélecteur de mode mal réglé. Régler le sélecteur mode dans la bonne position.
CI de commande défectueux
(PCB3).
Vérifier que le DEL de transfert s allume sur le CI de
commande et vérifier que la DEL IF (défaillance de
l onduleur) n est pas allumée (voir DEL du CI de
commande). Si les deux sont correctes, remplacer le CI
de commande (PCB3).
DEL d anomalie lors de la
montée en puissance.
Signal d amorçage allumé
sur le CI de commande.
CNC émet un amorçage
plasma dans une application
machine ou la gâchette du
pistolet est défectueuse ou
engagée.
Démonter le câble d interface depuis l arrière de la
source de courant et vérifier la DEL d amorçage (voir
DEL du CI de commande). Si la DEL d amorçage
s éteint, le problème provient soit d un court-circuit dans
le câble interface ou la CNC émet un signal d amorçage
plasma. Dans le cas d une torche manuelle, vérifier le
câblage de la gâchette de la torche (voir Torche
manuelle T80).
La DEL rouge sur le CI
d alimentation (PCB2)
reste allumée quand la
tension d entrée se
trouve entre 200 et
540 V c.a.
Le circuit de CFP
défectueux sur le CI
d alimentation ou l onduleur
entre en état de courant
excédentaire.
IGBT de l onduleur (Q6),
IGBT de CFP (Q7), CI
d alimentation (PCB2)
défectueux.
Effectuer l essai 5.
Composants principaux
endommagés sur le CI
d alimentation (PCB2).
IGBT (Q6) de l onduleur
court-circuité ou IGBT de
CFP (Q7).
Effectuer l essai 5.
Extinction de l arc pilote
en sortant de la tôle en
mode pilote continu.
L arc pilote continu ne
fonctionne pas.
Faible puissance de la
source de courant.
Masse inadéquate.
La machine ne coupe pas
bien le matériau (ne
semble pas fonctionner à
la pleine puissance de
coupage) et l arc ne
s éteint pas après 5
secondes.