Acier inoxydable, H35 plasma / n, Protection 130 a coupage – Hypertherm HSD130 Local High Frequency Manuel d'utilisation
Page 91
Débits – lpm/scfh
H35
N
2
Débit préliminaire
0 / 0
164 / 348
Débit de coupe
61 / 130
141 / 298
FONCTIONNEMENT
HySpeed HSD130
Manuel d’instructions
4-19
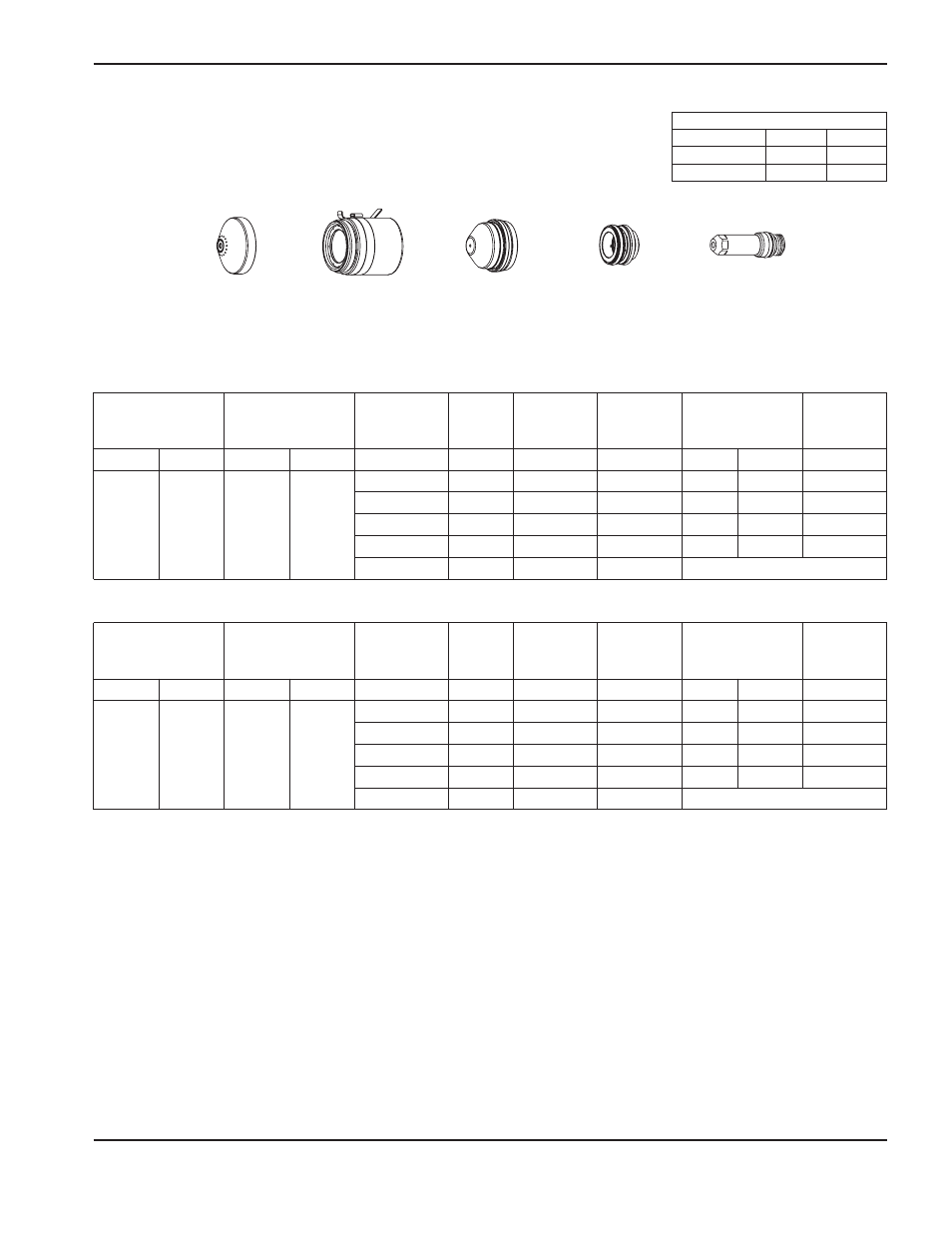
Acier inoxydable
H35 Plasma / N
2
Protection
130 A Coupage
220536
220535
220529
020415
220534
220533 (pas de languette IHS)
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
po.
V
po.
ppm
po.
facteur %
sec.
H35
N
2
70
75
3/8
150
0.180
40
0.310
170
0.3
1/2
154
0.180
30
0.310
170
0.5
5/8
157
0.180
20
0.310
170
0.8
3/4
162
0.180
15
0.310
170
1.3
1
167
0.180
10
Amorçage à l’arête
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
mm
V
mm
mm/m
mm
facteur %
sec.
H35
N
2
70
75
10
150
4,6
980
7,8
170
0,3
12
154
4,6
820
7,8
170
0,5
15
157
4,6
580
7,8
170
0,8
20
162
4,6
360
7,8
170
1,3
25
167
4,6
260
Amorçage à l’arête