Acier inoxydable, Plasma / n, Protection 130 a coupage – Hypertherm HSD130 Local High Frequency Manuel d'utilisation
Page 90
Débits – lpm/scfh
N
2
Débit préliminaire
165 / 350
Débit de coupe
173 / 366
FONCTIONNEMENT
4-18
HySpeed HSD130
Manuel d’instructions
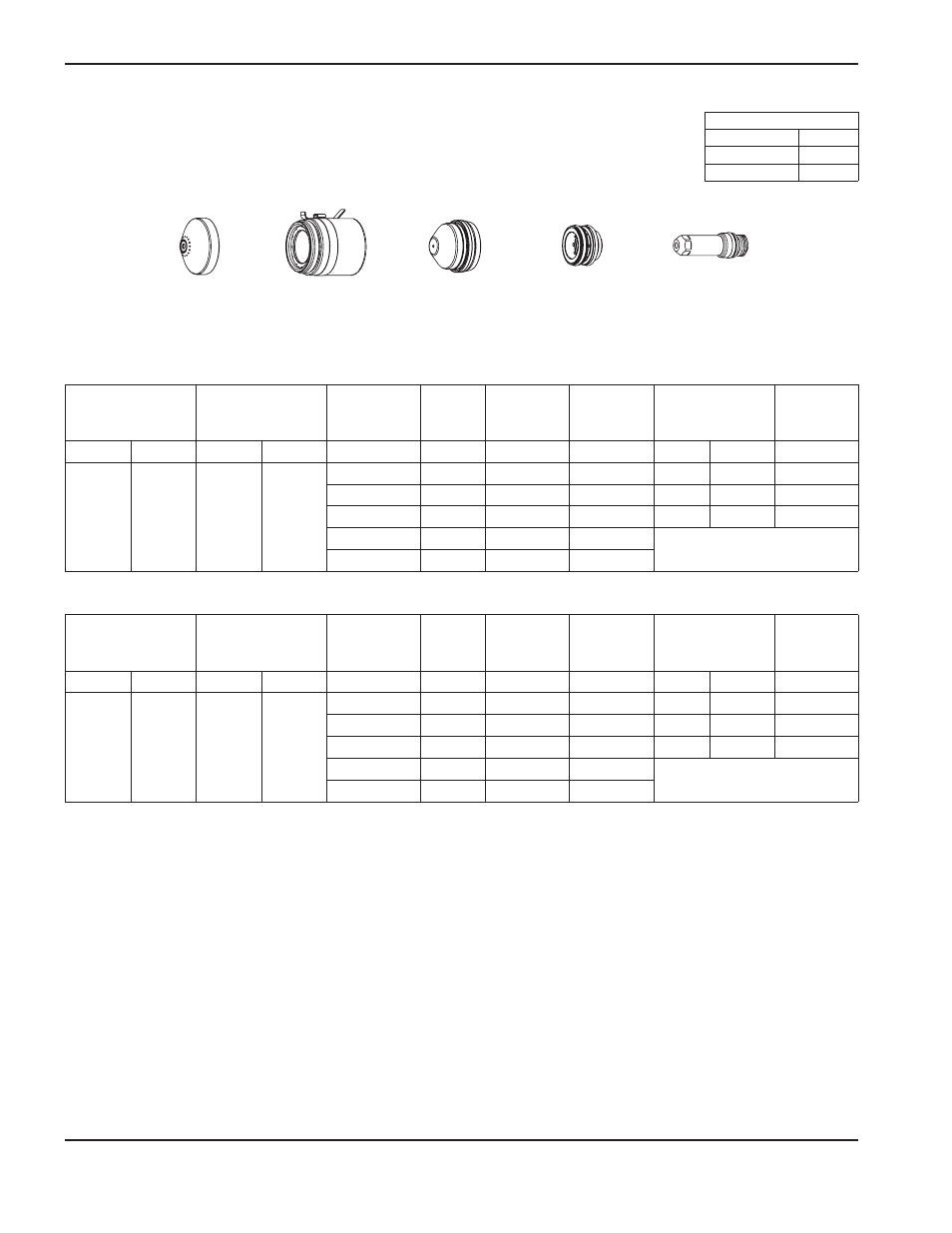
Acier inoxydable
N
2
Plasma / N
2
Protection
130 A Coupage
220536
220535
220488
020415
220578
220490 (pas de languette IHS)
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
po.
V
po.
ppm
po.
facteur %
sec.
N
2
N
2
46
71
1/4
130
0.120
90
0.240
200
0.3
3/8
132
0.140
70
0.280
200
0.5
1/2
141
0.140
35
0.280
200
0.8
5/8
144
0.150
25
Amorçage à l’arête
3/4
153
0.170
15
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
mm
V
mm
mm/m
mm
facteur %
sec.
N
2
N
2
46
71
6
130
3,0
2 340
6,0
200
0,3
10
132
3,6
1 640
7,2
200
0,5
12
141
3,6
1 080
7,2
200
0,8
15
144
3,8
700
Amorçage à l’arête
20
153
4,3
300