Acier inoxydable, Plasma / n, Protection 45 a coupage – Hypertherm HSD130 Local High Frequency Manuel d'utilisation
Page 87
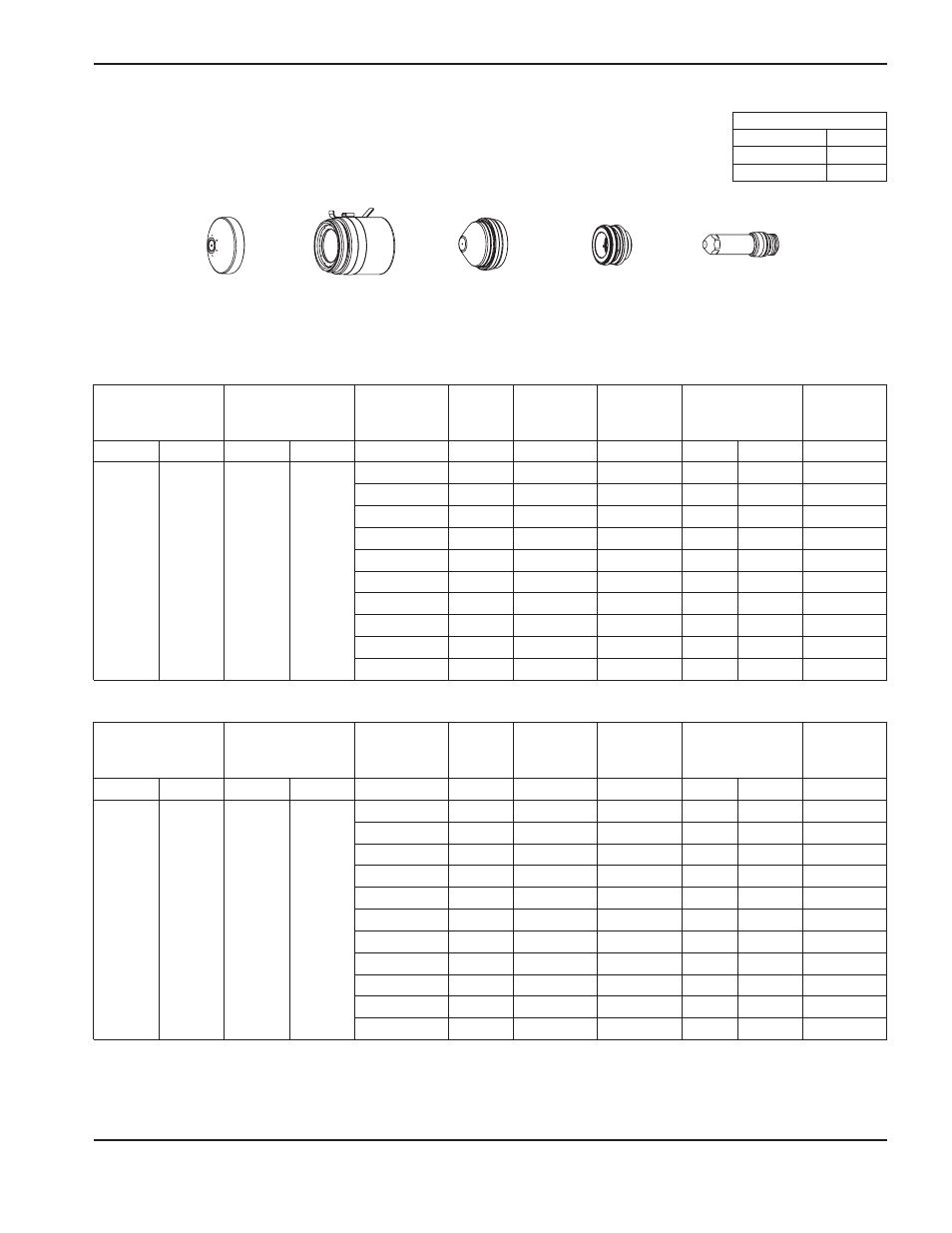
Débits – lpm/scfh
N
2
Débit préliminaire
74 / 157
Débit de coupe
91 / 192
FONCTIONNEMENT
HySpeed HSD130
Manuel d’instructions
4-15
Acier inoxydable
N
2
Plasma / N
2
Protection
45 A Coupage
220532
220525
220529
220528
220534
220533 (pas de languette IHS)
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
po.
V
po.
ppm
po.
facteur %
sec.
N
2
N
2
73
25
0.018
106
0.060
280
0.120
200
0.0
0.024
106
0.060
270
0.120
200
0.0
0.030
107
0.060
260
0.120
200
0.0
0.036
107
0.060
240
0.120
200
0.1
0.048
109
0.070
210
0.140
200
0.1
0.060
112
0.070
180
0.140
200
0.2
0.075
114
0.070
160
0.140
200
0.2
0.105
118
0.080
120
0.160
200
0.2
0.135
119
0.080
75
0.160
200
0.3
3/16
121
0.090
60
0.180
200
0.4
1/4
126
0.100
40
0.200
200
0.5
Choisir
les gaz
Régler
sur prégaz
Épaisseur
du matériau
Tension
de l'arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma
Protection
Plasma
Protection
mm
V
mm
mm/m
mm
facteur %
sec.
N
2
N
2
73
25
0,5
106
1,5
7 000
3,0
200
0,0
0,8
107
1,5
6 500
3,0
200
0,0
1,0
107
1,5
5 850
3,0
200
0,1
1,2
109
1,8
5 350
3,6
200
0,1
1,5
112
1,8
4 600
3,6
200
0,2
2,0
114
1,8
3 950
3,6
200
0,2
2,5
118
2,0
3 300
4,0
200
0,2
3,0
119
2,0
2 450
4,0
200
0,3
4,0
121
2,3
1 700
4,6
200
0,4
6,0
126
2,5
1 125
5,0
200
0,5