Paramètres du cycle – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 400
400
Cycles palpeurs: initialisation automatique des points d'origine
15.1
1
PT
DE
REF
D
A
NS
L'AXE
DU
PA
LPEUR
(cy
cle
41
7,
DIN/ISO:
G41
7)
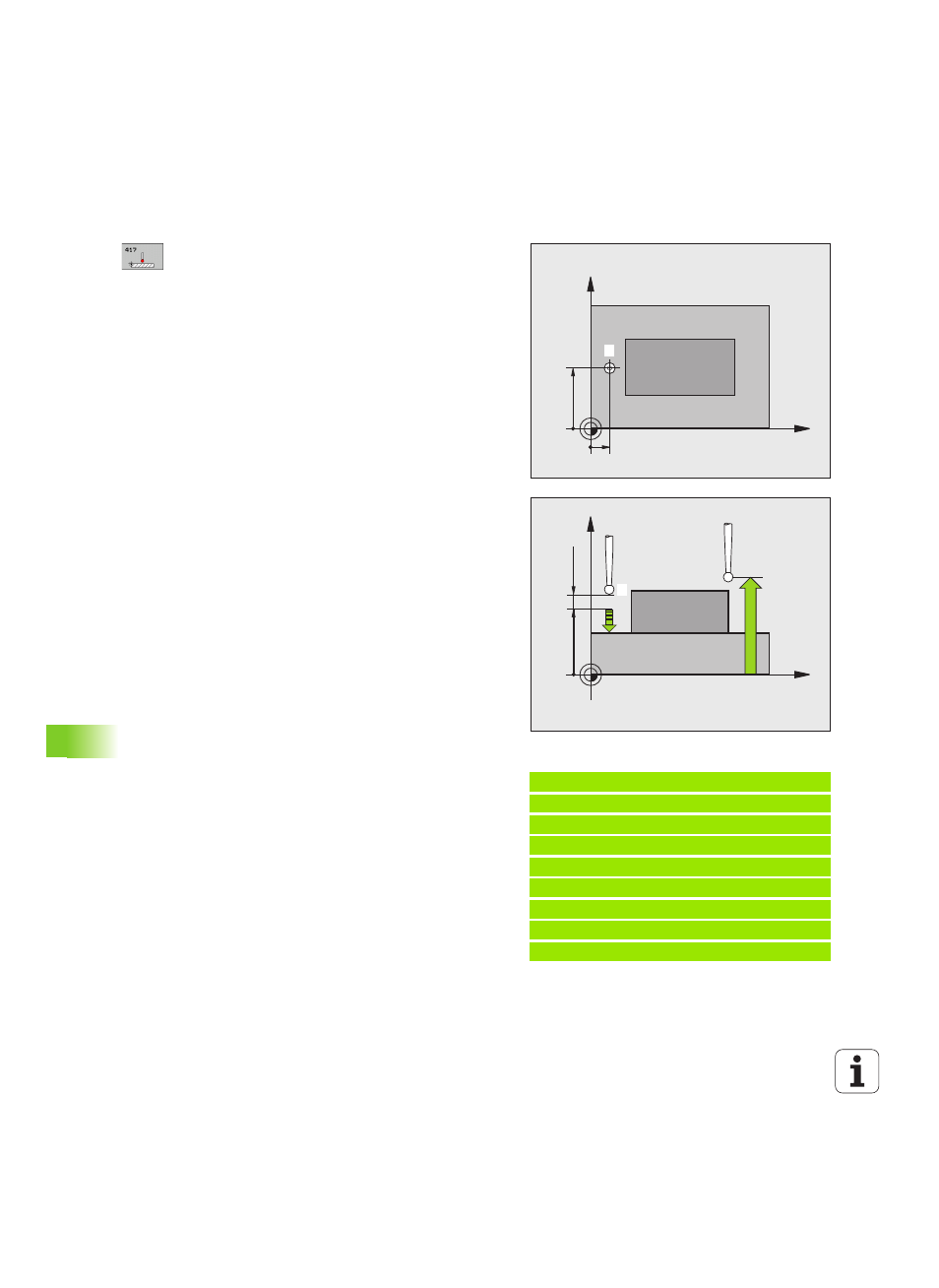
Paramètres du cycle
1er point mesure sur 1er axe
Q263 (en absolu):
coordonnée du 1er point de palpage dans l'axe
principal du plan d'usinage. Plage d'introduction
-99999,9999 à 99999,9999
1er point mesure sur 2ème axe
Q264 (en absolu):
coordonnée du 1er point de palpage dans l'axe
secondaire du plan d'usinage. Plage d'introduction
-99999,9999 à 99999,9999
1er point mesure sur 3ème axe
Q294 (en absolu):
coordonnée du 1er point de palpage dans l'axe du
palpeur. Plage d'introduction -99999,9999 à
99999,9999
Distance d'approche
Q320 (en incrémental): distance
supplémentaire entre le point de mesure et la bille du
palpeur. Q320 s'additionne à PM6140. Plage
d’introduction: 0 à 99999,9999, ou PREDEF
Hauteur de sécurité
Q260 (en absolu): coordonnée
dans l'axe du palpeur excluant toute collision entre le
palpeur et la pièce (éléments de serrage). Plage
d’introduction -99999,9999 à 99999,9999, ou PREDEF
Numéro point zéro dans tableau
Q305: indiquer le
numéro dans le tableau de points zéro/tableau Preset
dans lequel la TNC doit mémoriser la coordonnée. Si
vous introduisez Q305=0, la TNC initialise
automatiquement l'affichage, le nouveau point
d'origine étant sur la surface palpée. Plage
d'introduction 0 à 2999
Nouveau pt de réf. sur axe TS
Q333 (en absolu):
coordonnée dans l'axe du palpeur à laquelle la TNC
doit initialiser le point d'origine. Valeur par défaut = 0.
Plage d'introduction -99999,9999 à 99999,9999
Transfert val. mesure (0,1)
Q303: définir si le point
d'origine déterminé doit être mémorisé dans le
tableau de points zéro ou dans le tableau Preset:
-1
: Ne pas utiliser! Sera inscrit par la TNC si d'anciens
programmes sont importés (voir „Mémoriser le point
d'origine calculé” à la page 362)
0
: écrire le point d'origine déterminé dans le tableau
de points zéro courant. Le système de référence est
le système de coordonnées pièce courant
1
: écrire le point d'origine déterminé dans le tableau
Preset. Le système de référence est le système de
coordonnées machine (système REF)
Exemple : Séquences CN
5 TCH PROBE 417 PT REF. DANS AXE TS
Q263=+25
;1ER POINT 1ER AXE
Q264=+25
;1ER POINT 2EME AXE
Q294=+25
;1ER POINT 3EME AXE
Q320=0
;DISTANCE D'APPROCHE
Q260=+50
;HAUTEUR DE SÉCURITÉ
Q305=0
;NR. DANS TABLEAU
Q333=+0
;POINT DE RÉFÉRENCE
Q303=+1
;TRANS. VAL. MESURE
X
Y
Q264
Q263
1
X
Z
Q260
Q294
MP61
40
+
Q320
1