Mode opératoire du cycle, Voir, Tournage interpole (option logicielle, cycle 290 – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 324
324
Cycles: fonctions spéciales
12.7
TO
URNA
GE
INTERPOLE
(option
logicielle, cy
cle 290, DIN/ISO:
G290)
12.7 TOURNAGE INTERPOLE
(option logicielle, cycle 290,
DIN/ISO: G290)
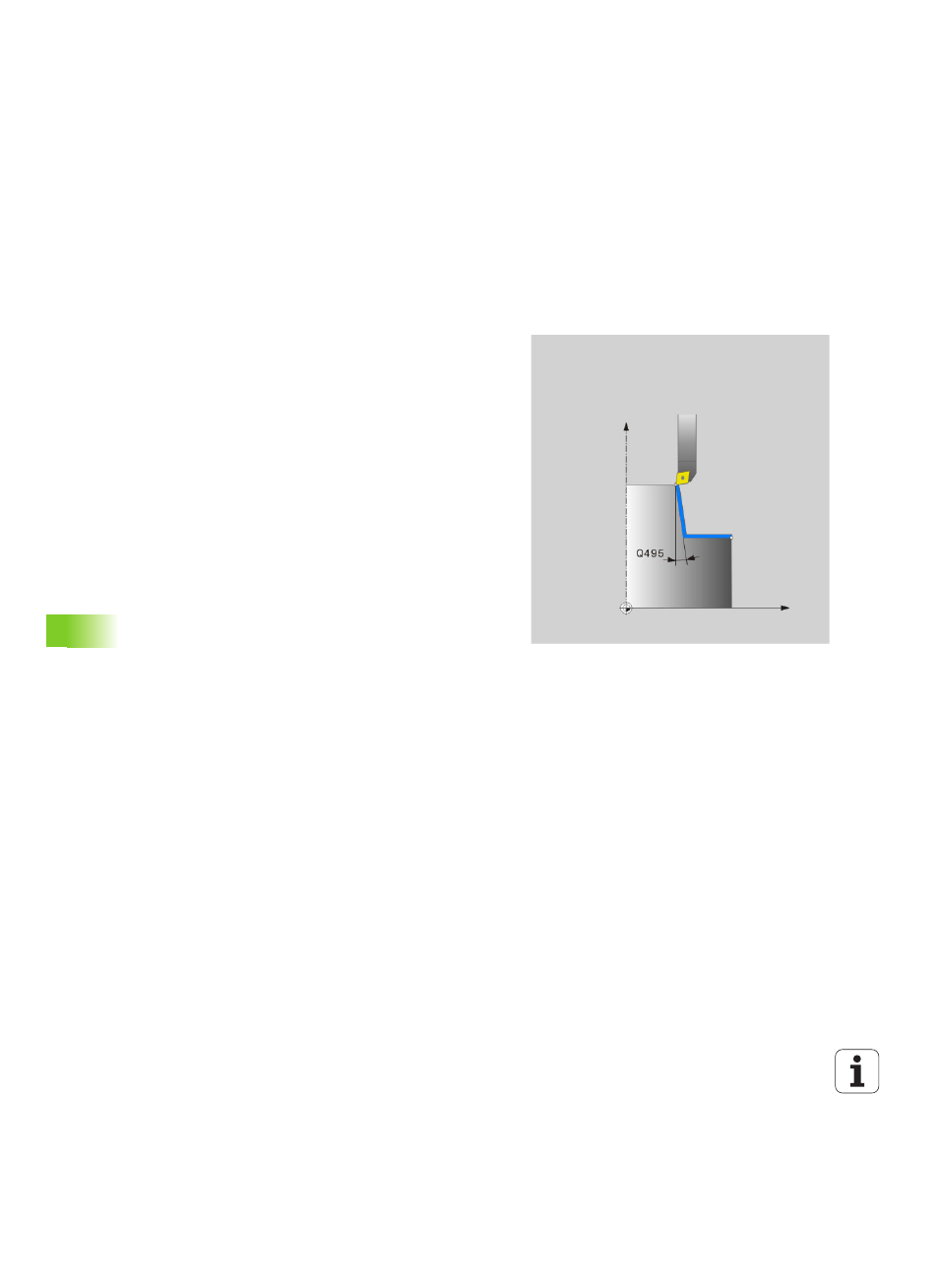
Mode opératoire du cycle
Ce cycle permet d'usiner une surface de révolution dans le plan
d'usinage. Celle-ci est définie par un point de départ et un point
d'arrivée. Le centre de rotation est le point de départ (XY) lors de
l’appel du cycle. Les surfaces de révolution peuvent être de forme
conique avec un congé de raccordement. Les surfaces peuvent être
obtenues aussi bien par tournage interpolé que par fraisage.
1
La TNC positionne l'outil au point initial de l'usinage à une hauteur
de sécurité. Celui-ci est calculé en fonction du prolongement
tangentiel du point initial du contour de la valeur de la distance
d'approche.
2
La TNC crée le contour défini au moyen du tournage interpolé. Les
axes principaux décrivent un mouvement circulaire dans le plan
d'usinage, pendant que l'axe de la broche reste orienté
perpendiculairement à la surface.
3
La TNC dégage l'outil de la valeur de la distance d'approche au
point final du contour.
4
Pour terminer, la TNC dégage l'outil à la hauteur de sécurité