HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 328
328
Cycles: fonctions spéciales
12.7
TO
URNA
GE
INTERPOLE
(option
logicielle, cy
cle 290, DIN/ISO:
G290)
Fraisage contour
Les surfaces peuvent être fraisées en introduisant Q444=0. Pour
l'usinage, utilisez une fraise avec un rayon de dent (R2). Si il y a une
grande surépaisseur sur les surfaces, utilisez plutôt le fraisage pour
ébaucher que le tournage interpolé.
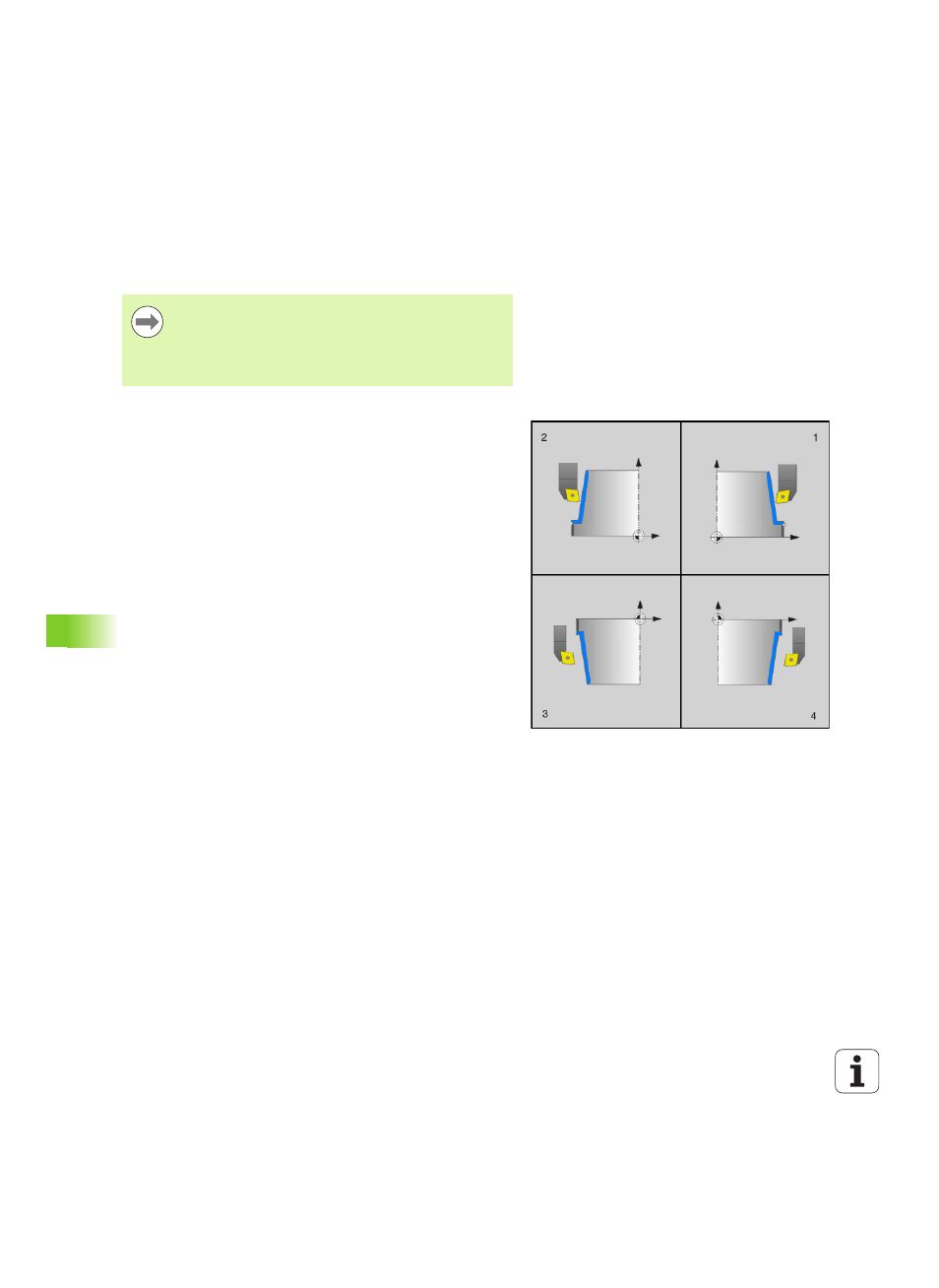
Variantes d'usinage
La combinaison des points de départ et point final avec les angles
Q495 et Q496 donne les possibilités d'usinage suivantes:
Usinage extérieur dans Quadrant 1 (1)
:
Introduire angle surf. périph Q495 positif
Introduire angle surface transv. Q496 négatif
Introduire départ contour X Q491 inférieur à fin de contour X Q493
Introduire départ contour Z Q492 supérieur à fin de contour Z
Q494
Usinage intérieur dans Quadrant 2 (2)
:
Introduire angle surf. périph Q495 négatif
Introduire angle surface transv. Q496 positif
Introduire départ contour X Q491 supérieur à fin de contour X
Q493
Introduire départ contour Z Q492 supérieur à fin de contour Z
Q494
Usinage extérieur dans Quadrant 3 (3)
:
Introduire angle surf. périph Q495 positif
Introduire angle surface transv. Q496 négatif
Introduire départ contour X Q491 supérieur à fin de contour X
Q493
Introduire départ contour Z Q492 inférieur à fin de contour Z Q494
Usinage intérieur dans Quadrant 4 (4)
:
Introduire angle surf. périph Q495 négatif
Introduire angle surface transv. Q496 positif
Introduire départ contour X Q491 inférieur à fin de contour X Q493
Introduire départ contour Z Q492 inférieur à fin de contour Z Q494
Avec le fraisage, le cycle permet de faire l'usinage en
plusieurs coupes.
Notez qu'avec le fraisage, la vitesse d'avance correspond
à l'indication dans Q440 (vitesse de coupe). L'unité de la
vitesse de coupe est en mètre par minute.