11 exemples de programmation, Exemple: taraudage – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Manuel d'utilisation
Page 142
142
Cycles d'usinage: taraudage / fraisage de filets
4.1
1
Ex
emples
de
pr
ogr
ammation
4.11 Exemples de programmation
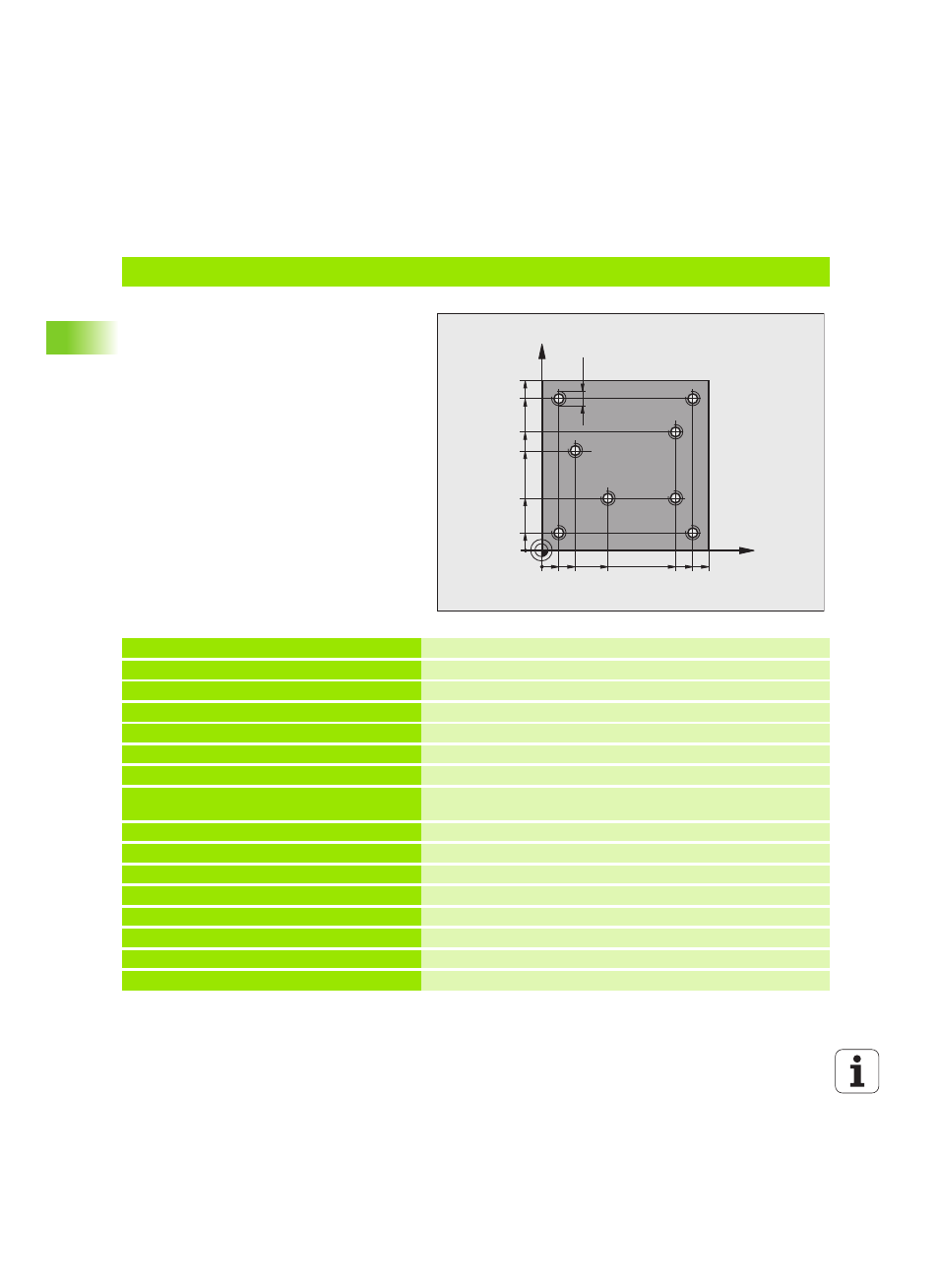
Exemple: Taraudage
Les coordonnées du perçage sont mémorisées
dans le tableau de points TAB1.PNT et appelées
par la TNC avec CYCL CALL PAT.
Les rayons des outils sont sélectionnés de
manière à visualiser toutes les étapes de
l'usinage dans le graphique de test.
Déroulement du programme
Centrage
Perçage
Taraudage
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Définition de la pièce brute
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL DEF 1 L+0 R+4
Définition de l'outil de centrage
4 TOOL DEF 2 L+0 2.4
Définition d’outil pour le foret
5 TOOL DEF 3 L+0 R+3
Définition d'outil pour le taraud
6 TOOL CALL 1 Z S5000
Appel de l'outil de centrage
7 L Z+10 R0 F5000
Déplacer l'outil à une hauteur de sécurité (programmer F avec une
valeur), la TNC positionne à cette hauteur après chaque cycle.
8 SEL PATTERN “TAB1“
Définir le tableau de points
9 CYCL DEF 200 PERCAGE
Définition du cycle de centrage
Q200=2
;DISTANCE D'APPROCHE
Q201=-2
;PROFONDEUR
Q206=150
;AVANCE PLONGÉE PROF.
Q202=2
;PROFONDEUR DE PASSE
Q210=0
;TEMPO. EN HAUT
Q203=+0
;COORD. SURFACE PIÈCE
Introduire impérativement 0, agit à partir du tableau de points
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6