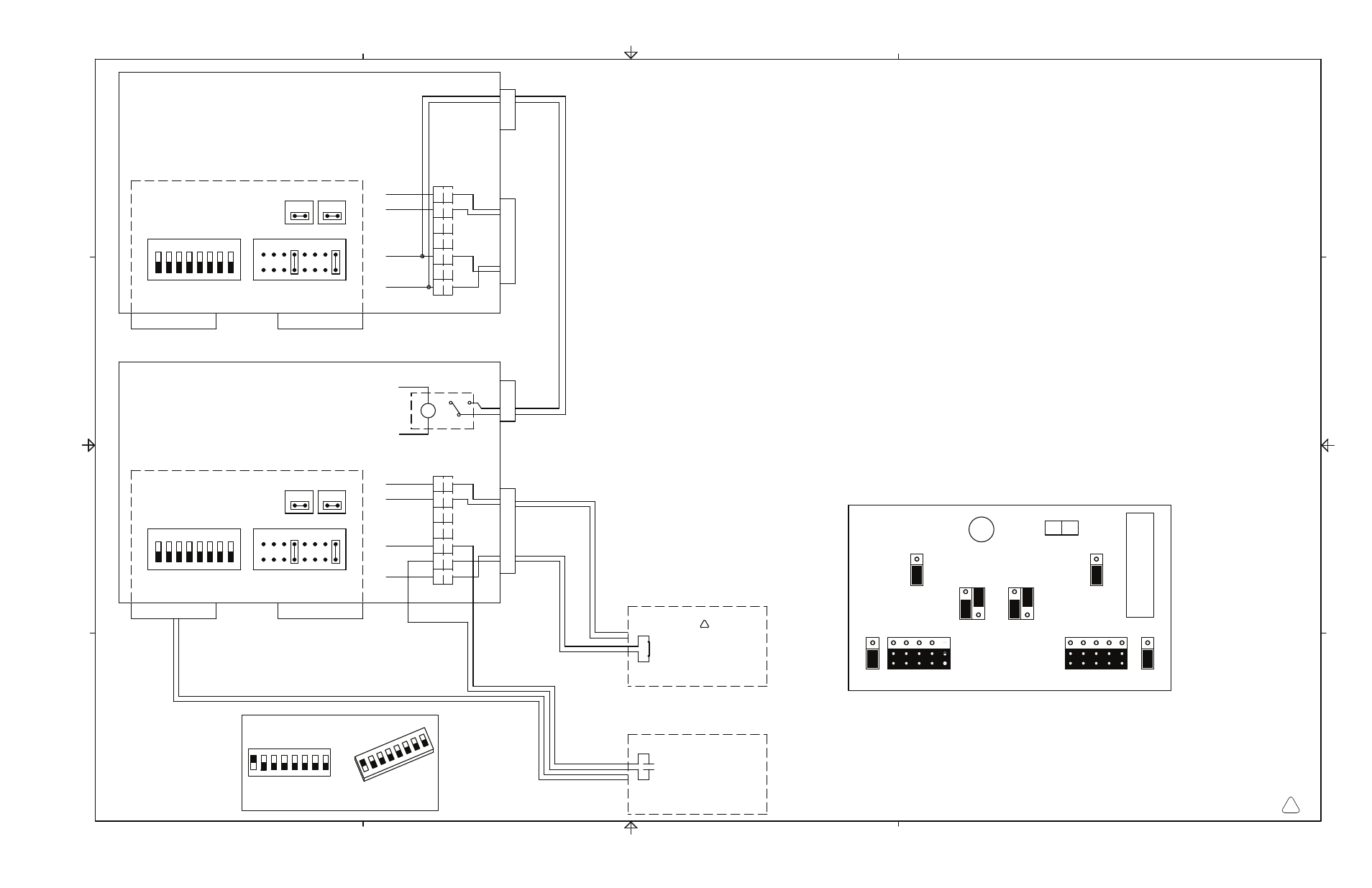
Optional remote on/off, Elec sch:hpr800xd power supply, Hpr pac dry cutting system – Hypertherm HPR800XD Manual Gas Manuel d'utilisation
Page 283: Hpr pac dry secondary cutting system
7-23
Interface
CNC
(Customer Supplied)
HPR PAC
Dry Cutting System
4
3
2
1
1
A
4
3
2
A
B
C
D
B
C
D
141030
CONTROL BOARD
S301
1
2
J300
3
4
3 2 1
4
J303A
J303B
Serial ID
Dipswitch
Jumper Block
Machine Motion
CNC Interface Cable
Notes:
1) For single system installation set Serial ID (S301), Machine
Motion (J300), J104 & J105 as shown.
Relocate the white wire on TB2 from position #3 to position
#2. Connect customer supplied Remote On/Off cable in series
with the power supply and the gas console power switch.
Connect one terminal of the Remote On/Off cable to position
#2 on TB2 and the other terminal to position #3.
Refer to page 3 of the wiring diagram
Depress the Gas Console Power switch to the closed position (on position).
2) For a multi-system installation set up as described above, set jumpers as shown on the
multi-system interface page
3) The CNC will need a dedicated I/O for each system using the Remote On/Off feature
(contact should be rated for min. 24Vac, 0.5 Amp)
1
2
4
3
5
7
6
5
1
3
2
4
7
6
7
RED/BLK
RED
WHT
RED
Gas Console
078532
Gas Power Cable
Customer Supplied
Remote On/Off
J104
2
1
2
1
J105
Optional Remote On/Off
TB2
WHT
RED
RED/BLK
RED
6
2
1
1X1
Switches 2-8 are in the Off position
Switch 1 is in the On position
S301
3
1 2
ON
6
5
4
8
7
Dipswitch setting example:
* If a Hypertherm Automation controller is being used, and there are intermittent communication
failures (PS Link Failure), try removing the jumnpers on J104 and J105 on the control board, and the
termination jumper (J6 or J8) on the serial isolation board in the controler. Only remove
the termination jumper on the serial isolation board that is connected to the HPR
power supply. See figure below for details.
BMD
J2
BTR
J7
RS-232
J9
RS-422
BHST
AHST
J3
AMD
J5
J6
RS-422
J10
RS-232
ATR
J8
J1
SV
RIBBO
N
C
A
BL
E
Serial isolation board in a Hypertherm Automation controller
1 2 3 4 5 6 7 8
ON
1 2 3 4 5 6 7 8
ON
1X7
120 VAC HOT
120 VAC RTN
K1
HPR PAC
Dry Secondary Cutting System
141144
CONTROL BOARD
S301
1
2
J300
3
4
3 2 1
4
J303A
J303B
Serial ID
Dipswitch
Jumper Block
Machine Motion
1
2
4
3
5
7
6
5
1
3
2
4
7
6
7
RED/BLK
RED
WHT
RED
J104
2
1
2
1
J105
TB2
WHT
RED
RED/BLK
RED
6
2
1
1X1
1 2 3 4 5 6 7 8
ON
1
1X7
2
5
4
1
2
5
4
PRIMARY/SECONDARY
REMOTE ON/OFF
CABLE
C
ELEC SCH:HPR800XD POWER SUPPLY
C
013380
SHEET 19 OF 21