Acier doux, Fonctionnement hpr130xd, Manual gas – Hypertherm HPR130XD Gaz Manuel Rev.2 Manuel d'utilisation
Page 117: Plasma o, Protection air 80 a, Métrique impérial, Marquage
Fonctionnement
HPR130XD
Manual Gas
–
806322 Révision 2
4-25
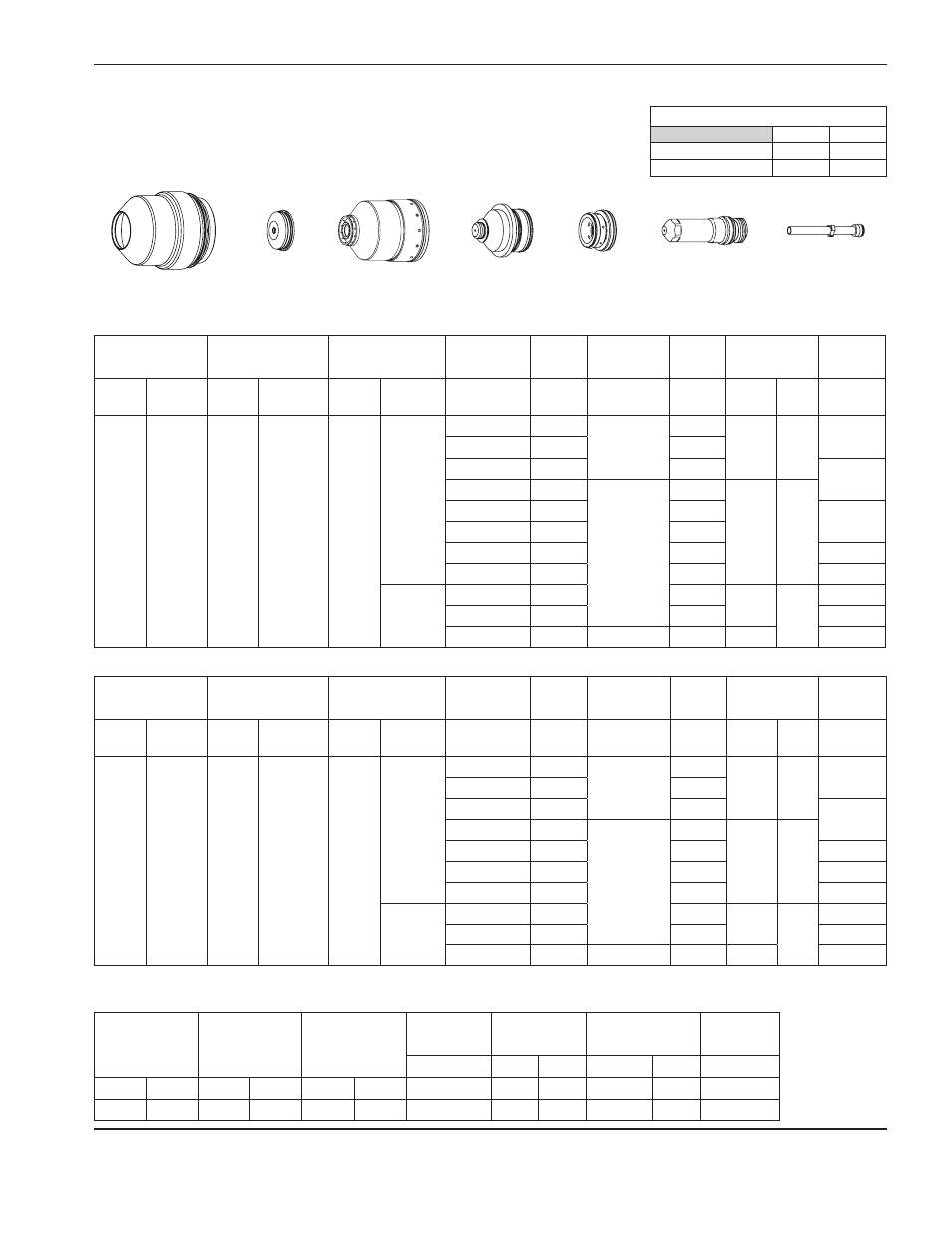
Acier doux
Plasma O
2
/ protection Air
80 A
Débits – l/min / scfh
O
2
Air
Prégaz
0 / 0
76 / 161
Écoulement de coupe 23 / 48
41 / 87
métrique
impérial
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement de coupe
épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/min
mm
Facteur
en % Secondes
O
2
Air
50
30
72
30
2
112
2,5
9810
3,8
150
0,1
2,5
115
7980
3
117
6145
0,2
4
120
2,0
4300
4,0
200
5
121
3670
0,3
6
123
3045
8
125
2430
0,4
10
127
1810
0.5
15
12
130
1410
5,0
250
0,7
15
133
1030
0,8
20
135
2,5
545
6,3
0,9
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement de coupe
épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur de
perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
Facteur
en % Secondes
O
2
Air
50
30
72
30
0.075
112
0.10
400
0.15
150
0.1
0.105
115
290
0.135
117
180
0.2
3/16
120
0.08
155
0.16
200
1/4
123
110
0.3
5/16
125
96
0.4
3/8
127
75
0.5
15
1/2
130
50
0.20
250
0.7
5/8
133
37
0.8
3/4
135
0.10
25
0.25
0.9
220189
220747
220187
220756
220179
220188
220340
marquage
Sélection
des gaz
Réglage
prégaz
Réglage
écoulement
de coupe
intensité
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
130
Ar
Air
50
10
50
10
15
3,0
0.12
2540
100
78