HEIDENHAIN TNC 640 (34059x-05) Manuel d'utilisation
Page 689
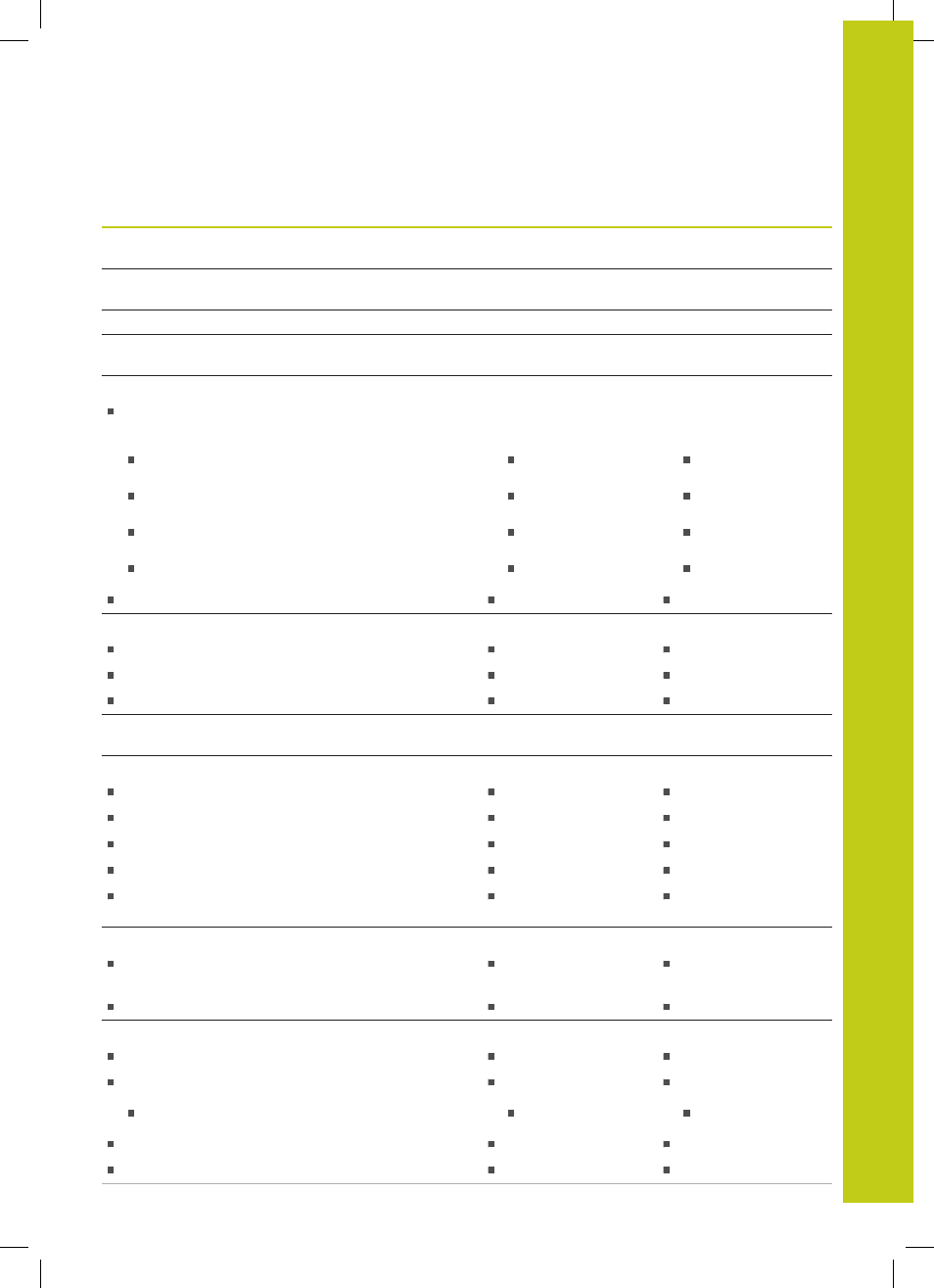
Fonctions de la TNC 640
et de l'iTNC 530
19.5
19
TNC 640 | Manuel d'utilisation HEIDENHAIN Dialogue texte clair | 3/2015
689
Fonction
TNC 640
iTNC 530
Vitesse de contournage constante
se référant à la
trajectoire du centre de l’outil ou au tranchant de l’outil
X
X
Fonctionnement parallèle
: création d’un programme
pendant l’exécution d’un autre programme
X
X
Programmation d'axes de comptage
X
X
Inclinaison du plan d'usinage (cycle 19, fonction
PLANE)
X, option 8
X, option 8
Usinage avec plateau circulaire :
Programmation de contours sur le développé d'un
cylindre
Corps de cylindre (cycle 27)
X, option 8
X, option 8
Corps de cylindre, rainure (cycle 28)
X, option 8
X, option 8
Corps de cylindre, ilot oblong (cycle 29)
X, option 8
X, option 8
Corps de cylindre, contour externe (cycle 39)
X, option 8
X, option 8
Avance en mm/min ou tr/min
X, option 8
X, option 8
Déplacement dans le sens de l'axe d'outil
Mode manuel (menu 3D-ROT)
X
X, fonction FCL2
Pendant une interruption de programme
X
X
Superposition de la manivelle
X
X, option #44
Approche et sortie du contour
sur une droite ou sur
un cercle
X
X
Introduction d'avance :
F (mm/min), rapide FMAX
X
X
FU avance par tour (mm/tour)
X
X
FZ (avance par dent)
X
X
FT (temps en secondes pour le déplacement)
–
X
FMAXT (avec le potentiomètre d'avance actif : temps
en secondes pour le déplacement)
–
X
Programmation flexible de contours FK
Programmation des pièces avec une cotation non
orientée CN
X
X
Conversion de programme FK en dialogue Texte clair
–
X
Sauts de programme :
Nombre max. de numéros de label
9999
1000
Sous-programmes
X
X
Niveau d'imbrication des sous-programmes
20
6
Répétitions de parties de programme
X
X
Programme au choix comme sous-programme
X
X