Trajectoire hélicoïdale (hélice), 5 cont our nag e s – coor données polair es – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuel d'utilisation
Page 219
iTNC 530 HEIDENHAIN
219
6.5 Cont
our
nag
e
s – Coor
données polair
es
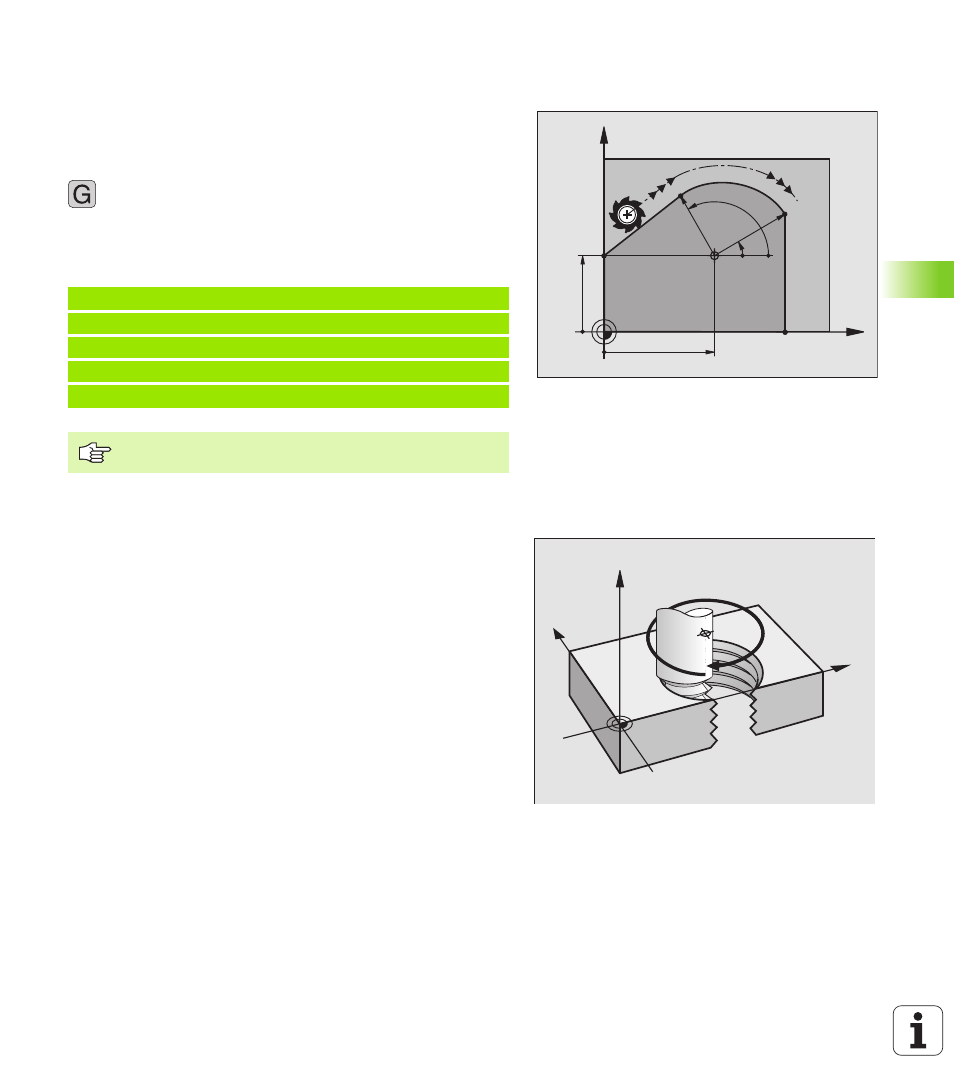
Trajectoire circulaire G16 avec raccordement
tangentiel
L'outil se déplace sur une trajectoire circulaire qui se raccorde par
tangentement à un élément de contour précédent.
en DIN/ISO
8
Rayon polaire R: Introduire la distance entre le point
final de la trajectoire circulaire et le pôle I, J
8
Angle polaire H: Position angulaire du point final de la
trajectoire circulaire
Exemple de séquences CN
Trajectoire hélicoïdale (hélice)
Une trajectoire hélicoïdale est la conjonction d'une trajectoire circulaire
et d'un déplacement linéaire qui lui est perpendiculaire. Vous
programmez la trajectoire circulaire dans un plan principal.
Vous ne pouvez programmer les contournages pour la trajectoire
hélicoïdale qu’en coordonnées polaires.
Applications
Taraudage et filetage avec grands diamètres
Rainures de graissage
Calcul de la trajectoire hélicoïdale
Pour programmer, il vous faut disposer de la donnée incrémentale de
l’angle total parcouru par l’outil sur la trajectoire hélicoïdale ainsi que
de la hauteur totale de la trajectoire hélicoïdale.
Pour le calcul dans le sens du fraisage, de bas en haut, on a:
N120 I+40 J+35 *
N130 G01 G42 X+0 Y+35 F250 M3 *
N140 G11 R+25 H+120 *
N150 G16 R+30 H+30 *
N160 G01 Y+0 *
Le pôle n’est pas le centre du cercle de contour!
X
Y
40=I
35=J
30°
120°
R30
R25
16
Nb de rotations n
Longueur du filet + dépassement de
course en début et fin de filet
Hauteur totale h
Pas de vis P x nombre de rotations n
Angle total
incrémental H
Nombre de rotations x 360° + angle pour
début du filet + angle pour dépassement de
course
Coordonnée initiale Z Pas de vis P x (rotations + dépassement de
course en début de filet)
Y
X
Z
I,J