Insérer un chanfrein entre deux droites, 4 cont our nag e s – coor données car tésiennes – HEIDENHAIN iTNC 530 (340 49x-02) ISO programming Manuel d'utilisation
Page 206
206
6 Programmation: Programmer les contours
6.4 Cont
our
nag
e
s – Coor
données car
tésiennes
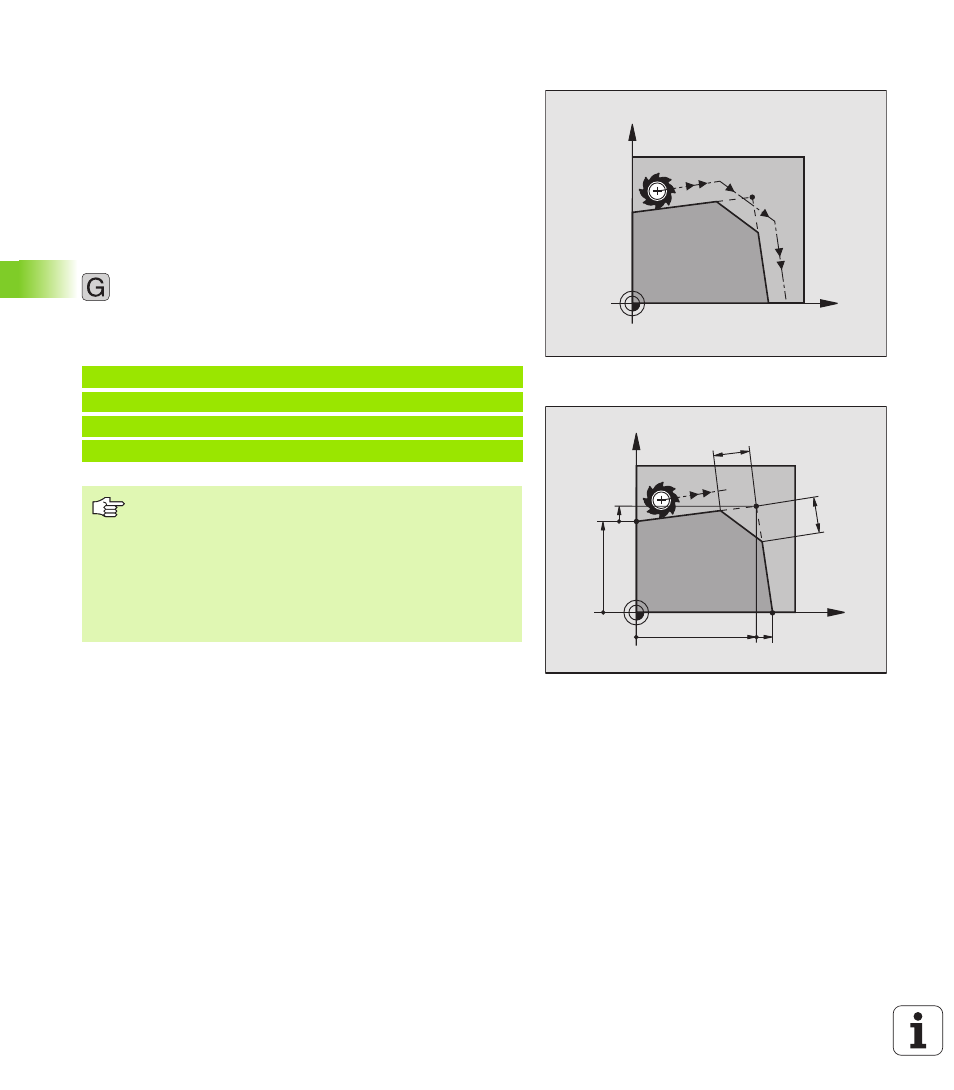
Insérer un chanfrein entre deux droites
Les angles de contour formés par l'intersection de deux droites
peuvent être chanfreinés.
Dans les séquences linéaires qui précédent et suivent la séquence
G24
, programmez les deux coordonnées du plan dans lequel le
chanfrein doit être exécuté
La correction de rayon doit être identique avant et après la séquence
G24
.
Le chanfrein doit pouvoir être usiné avec l’outil actuel
en DIN/ISO
8
Longueur chanfrein:
Longueur du chanfrein
Si nécessaire:
8
Avance F
(n'agit que dans la séquence G24)
Exemple de séquences CN
N70 G01 G41 X+0 Y+30 F300 M3 *
N80 X+40 G91 Y+5 *
N90 G24 R12 F250 *
N100 G91 X+5 G90 Y+0 *
Un contour ne doit pas débuter par une séquence G24.
Un chanfrein ne peut être exécuté que dans le plan
d’usinage.
Le coin sectionné par le chanfrein ne sera pas abordé.
Une avance programmée dans la séquence G24 n'agit que
dans cette même séquence G24. Par la suite, c'est
l'avance active avant la séquence G24 qui redevient active.
X
Y
24
X
Y
40
40
R5
5
10
25
X
Y
40
12
30
5
12
5