HEIDENHAIN TNC 426 (280 462) Manuel d'utilisation
Page 28
15
HEIDENHAIN TNC 426
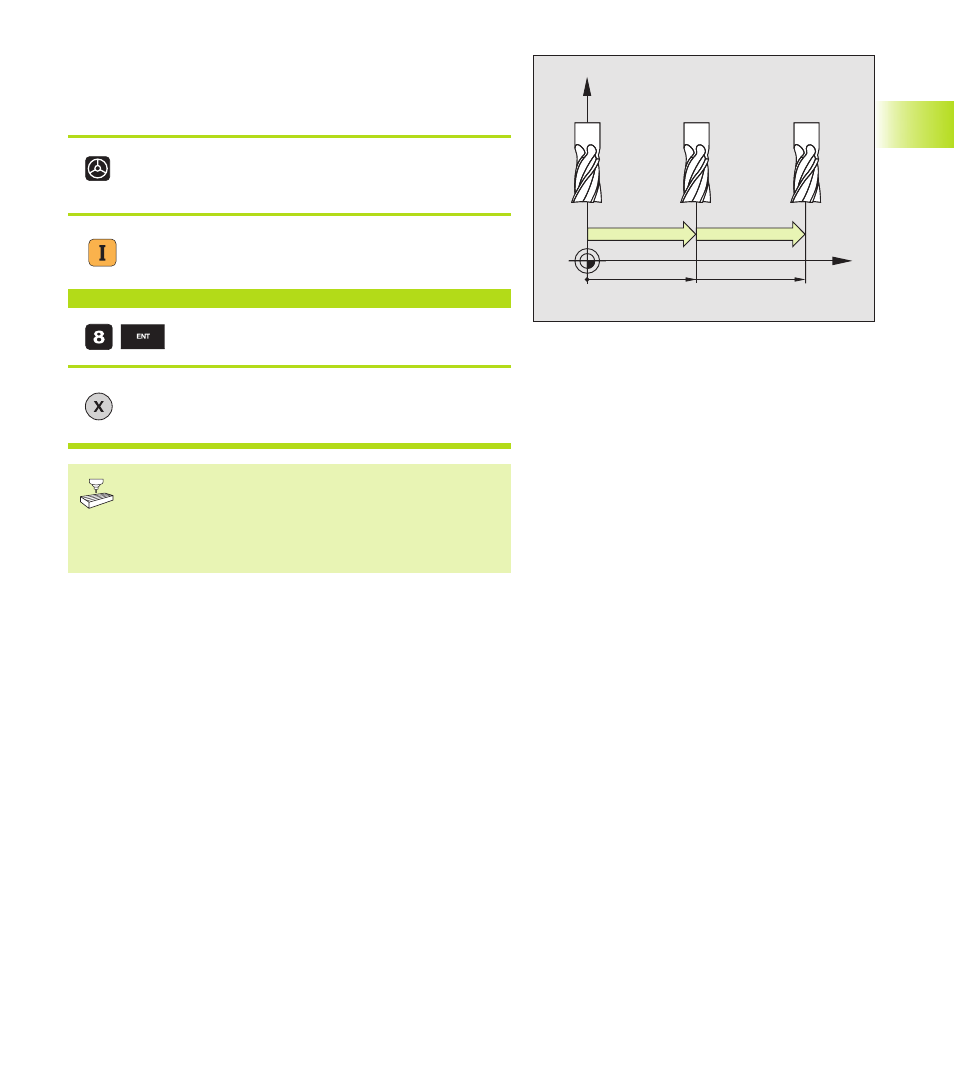
Positionnement pas-à-pas
On introduit alors une passe à laquelle se déplace un axe de la
machine lorsque l‘on appuie sur une touche de sens externe.
Sélectionner le mode MANIVELLE
ELECTRONIQUE
<
Sélectionner positionnement pas-à-pas (touche
valide définie par le constructeur de la machine)
PASSE =
<
Introduire la passe en mm, par ex. 8 mm
<
Appuyer sur la touche de sens externe: répéter à
volonté le positionnement
Le positionnement pas-à-pas dépend de la machine.
Consultez le manuel de votre machine!
Le constructeur de la machine définit si le facteur de
subdivision doit être réglé pour chaque axe à partir du
clavier ou au moyen d‘un commutateur à gradins.
2.3 Vitesse de rotation broche S, avance
F et fonction auxiliaire M
A l‘aide de softkeys et en modes MANUEL et MANIVELLE
ELECTRONIQUE, vous introduisez la vitesse de rotation broche S
et la fonction auxiliaire M. Les fonctions auxiliaires sont décrites au
chapitre „7. Programmation: Fonctions auxiliaires“. L‘avance est
définie à l‘aide d‘un paramètre-machine et ne peut être modifiée
qu‘à l‘aide des potentiomètres d‘avance (cf. page suivante).
16
X
Z
8
8
8
2.3 V
it
esse
rotation
br
oc
he
S
,
a
v
ance
F,
f
onction
auxiliair
e
M