5 cy cles sl – HEIDENHAIN TNC 426 (280 462) Manuel d'utilisation
Page 186
173
HEIDENHAIN TNC 426
Remarques avant que vous ne programmiez
Utiliser si nécessaire une fraise à denture frontale (DIN
844) ou prépercer avec le cycle 21.
ú
PROFONDEUR DE PASSE Q10 (en incrémental):
Distance parcourue par l‘outil en une passe
ú
AVANCE PLONGEE EN PROFONDEUR Q11: avance
de plongée en mm/min.
ú
AVANCE D‘EVIDEMENT Q12: avance de fraisage en
mm/min.
ú
NUMERO OUTIL D‘EVIDEMENT Q18: numéro de
l‘outil d‘évidement avec lequel la TNC vient d‘effectuer
l‘évidement. S‘il n‘y a pas eu de pré-évidement,
programmer „0“; si vous introduisez ici un numéro, la
TNC n‘évidera que la partie qui n‘a pas pû être évidée
avec l‘outil de pré-évidement.
Si la zone à évider en second lieu ne peut être
abordée latéralement, la TNC effectue une plongée
pendulaire; A cet effet, vous devez définir la longueur
de dent LCUTS et l‘angle max. de plongée ANGLE de
l‘outil à l‘intérieur du tableau d‘outils TOOL.T (cf. p.
57). Le TNC émettra le cas échéant un message
d‘erreur
ú
AVANCE PENDULAIRE Q19: avance pendulaire en
mm/min.
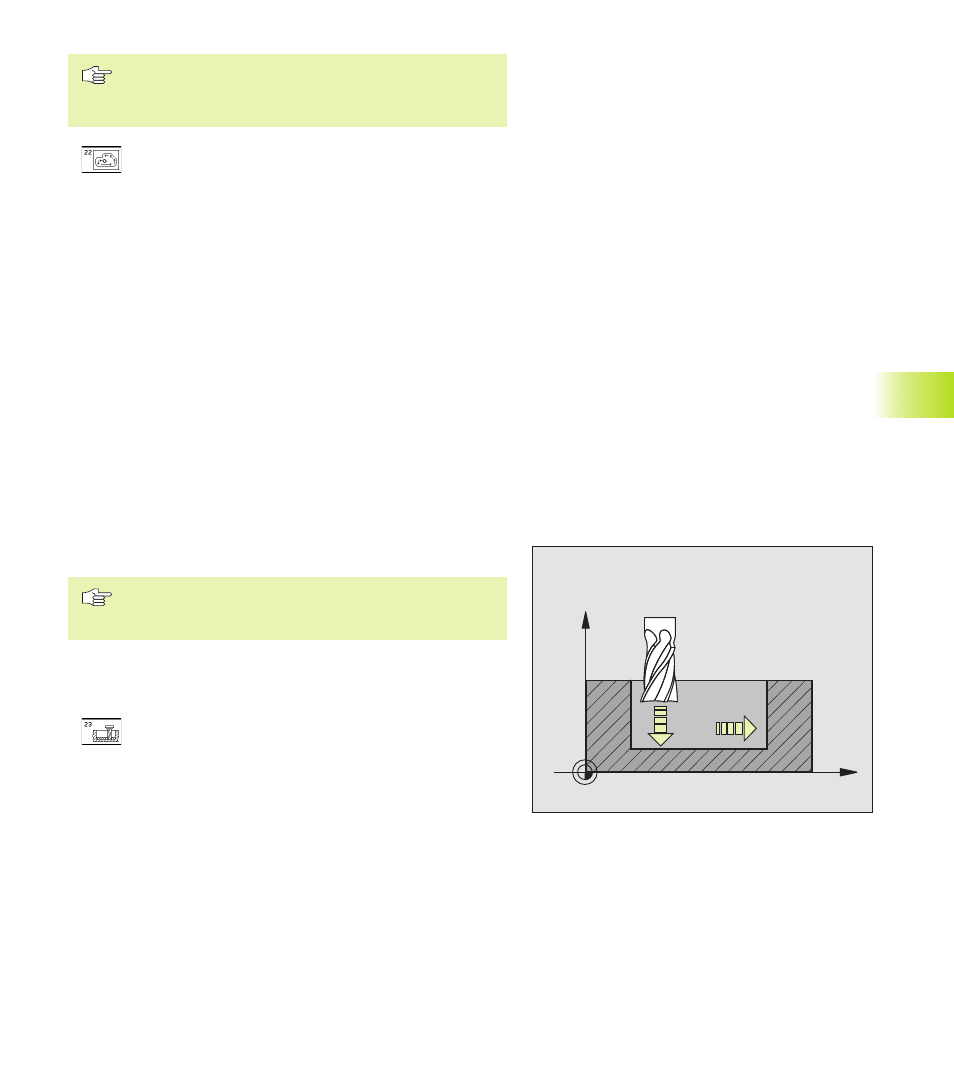
FINITION EN PROFONDEUR (cycle 23)
La TNC détermine automatiquement le point initial pour
la finition. Celui-ci dépend des relations d‘emplacement à
l‘intérieur de la poche.
La TNC déplace l‘outil en douceur (cercle tangentiel vertical) vers la
surface à usiner. L‘outil fraise ensuite ce qui reste après
l‘évidement, soit la valeur de la surépaisseur de finition.
ú
AVANCE PLONGEE EN PROFONDEUR Q11: vitesse
de déplacement de l‘outil lors de la plongée
ú
AVANCE D‘EVIDEMENT Q12: avance de fraisage
8.5 Cy
cles SL
X
Z
Q11
Q12