HEIDENHAIN TNC 426 (280 462) Manuel d'utilisation
Page 158
145
HEIDENHAIN TNC 426
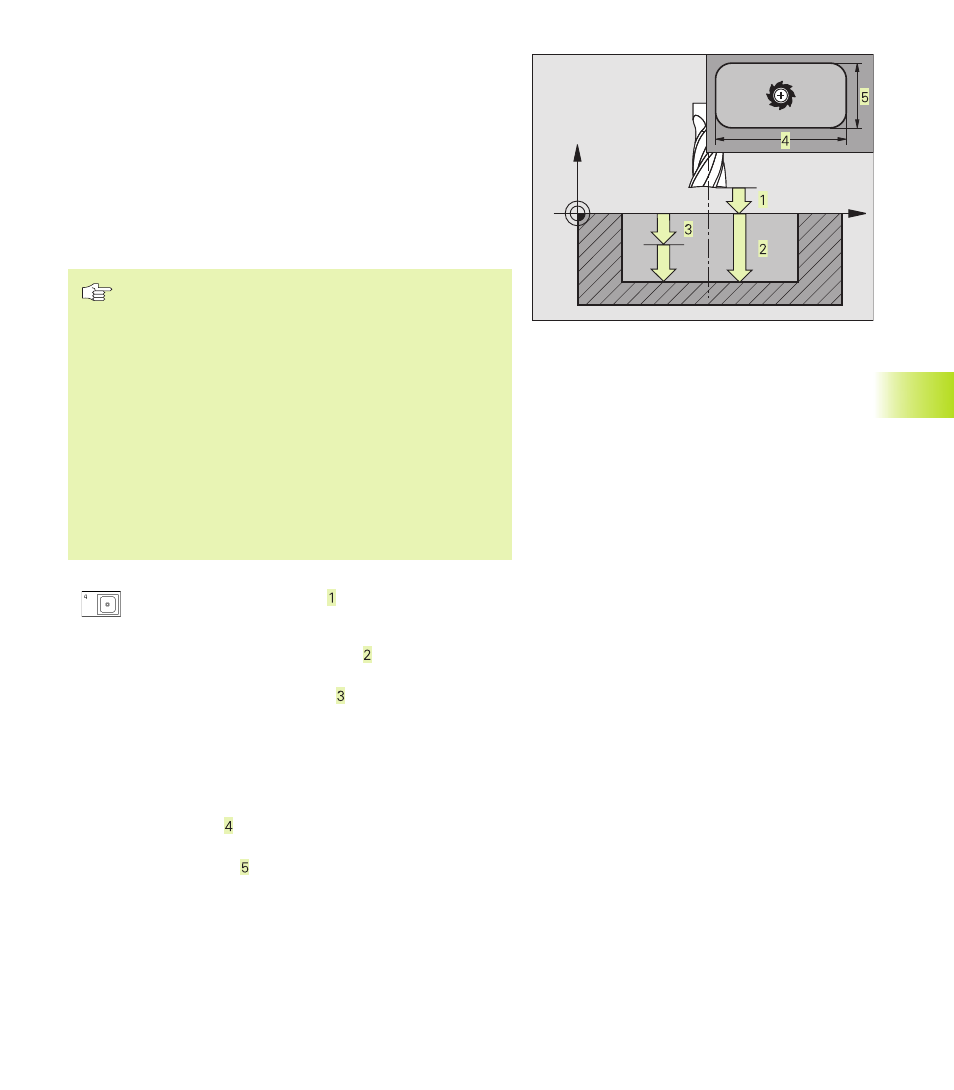
FRAISAGE DE POCHE (cycle 4)
1 L‘outil plonge dans la pièce à la position initiale (au centre de la
poche) et se déplace à la première PROFONDEUR DE PASSE
2 Suivant l‘AVANCE F, l‘outil décrit ensuite la trajectoire représentée
sur la figure de droite. Il se déplace tout d‘abord dans le sens
positif du côté le plus long et, lorsqu‘il s‘agit de poches carrées,
dans le sens positif de l‘axe Y
3 Ce processus est répété (1 à 3) jusqu‘à ce que la PROFONDEUR
soit atteinte
4 A la fin du cycle, la TNC rétracte l‘outil à sa position initiale
Remarques avant que vous ne programmiez
Programmer la séquence de positionnement du point
initial (centre de la poche) dans le plan d‘usinage avec
CORRECTION DE RAYON R0.
Programmer la séquence de positionnement du point
initial dans l‘axe de broche (DISTANCE D‘APPROCHE
au-dessus de la surface de la pièce).
Le signe du paramètre PROFONDEUR détermine le sens
de l‘usinage.
Utiliser une fraise à denture frontale (DIN 844) ou
effectuer un pré-perçage au centre de la poche.
Le 2ème COTE doit remplir la condition suivante: 2ème
COETE supérieur à [(2 x RAYON D‘ARRONDI) + passe
latérale k].
ú
DISTANCE D‘APPROCHE
(en incrémental):
distance entre la pointe de l‘outil (position initiale) et la
surface de la pièce
ú
PROFONDEUR DE FRAISAGE
(en incrémental):
distance entre surface de la pièce et fond de la poche
ú
PROFONDEUR DE PASSE
(en incrémental):
distance parcourue par l‘outil en une passe. L‘outil se
déplace en une passe à la PROFONDEUR lorsque:
■
PROF. DE PASSE égale à la PROFONDEUR
■
PROF. DE PASSE supérieure à la PROFONDEUR
ú
AVANCE PLONGEE EN PROFONDEUR: vitesse de
déplacement de l‘outil lors de la plongée
ú
1er CÔTE : longueur de la poche parallèle à l‘axe
principal du plan d‘usinage
ú
2ème CÔTE : largeur de la poche
ú
AVANCE F: vitesse de déplacement de l‘outil dans le
plan d‘usinage
8.3 Cy
cles de fr
aisag
e de poc
hes,
t
enons et r
a
inur
es
X
Z