Dépannage code d’erreur 2 à 8 – Hypertherm HSD130 Remote High Frequency Console Manuel d'utilisation
Page 118
ENTRETIEN
5-8
HySpeed HSD130 RHF
Manuel d’instructions
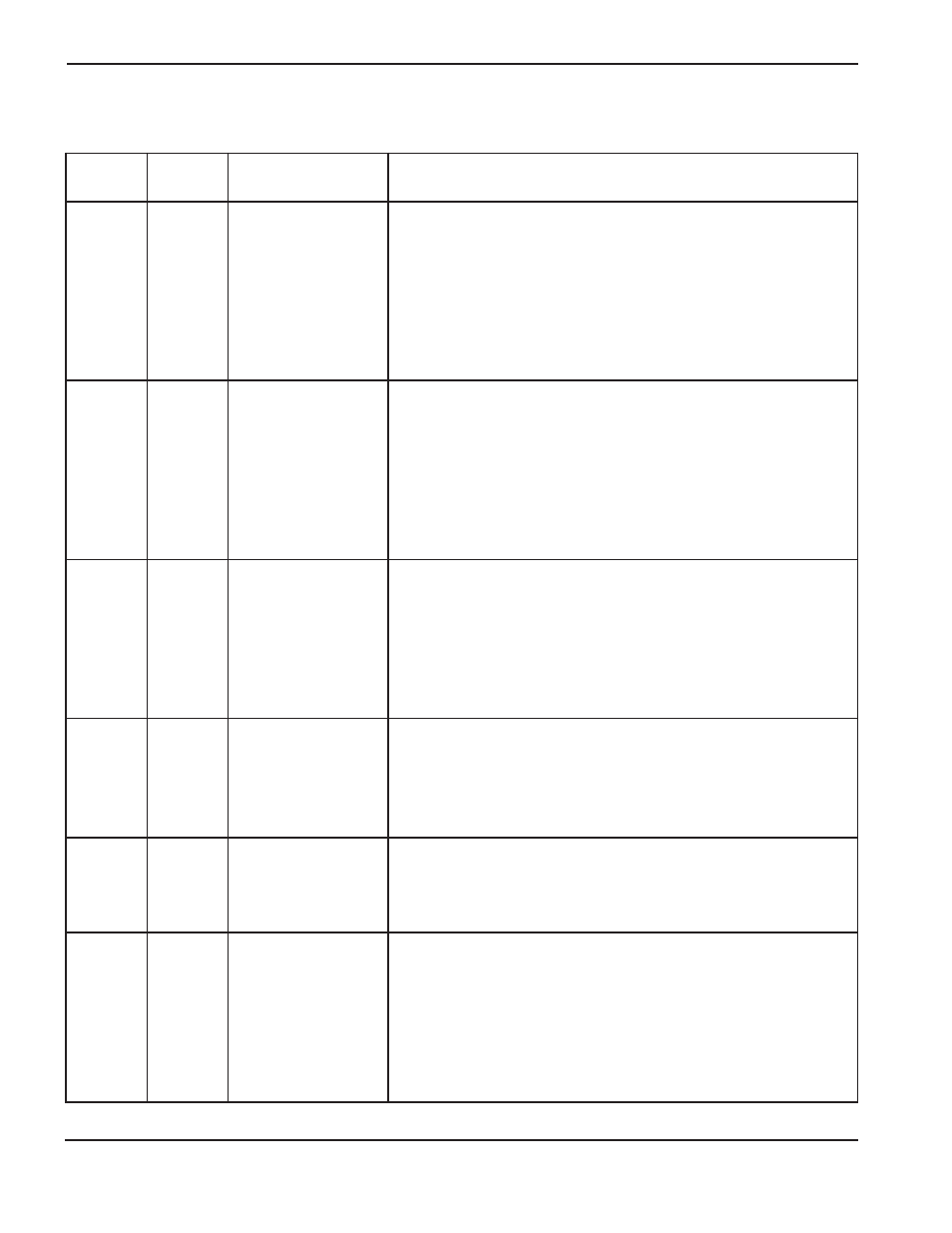
Dépannage code d’erreur 2 à 8
Code
d’erreur
Nom
Description
Mesure corrective
026
Perte de
transfert
Après que le transfert
ait perdu le signal de
transfert. Le signal
est <3,5 A.
1. Vérifier que les pièces consommables sont en bon état.
2. Vérifier que l’on a bien effectué les réglages de CUTFLOW.
3. Vérifier le délai de perçage.
4. Vérifier que l’arc n’a pas perdu le contact avec la tôle durant le
coupage, p. ex. en perçant des trous ou sur de la ferraille.
5. Inspecter le câble de retour pour voir s’il est endommagé ou
desserré.
6. Essayer de connecter le câble de retour directement à la pièce.
7. Effectuer l’essai du hâcheur (voir section Entretien).
027
Perte de
phase
Il y a un déséquilibre
de phase au hâcheur
après que le
contacteur ait été
engagé ou pendant le
coupage.
1. Vérifier la tension phase-phase de la source de courant.
2. Couper l’alimentation à la source de courant, déposer le couvercle
du contacteur et inspecter les contacts pour voir s’ils sont très
usés.
3. Inspecter le cordon d’alimentation, le contacteur et l’entrée au
hâcheur pour voir si les connexions sont desserrées.
4. Inspecter les fusibles de perte de phase sur le CI de distribution
d’alimentation (PCB3). Remplacer le CI si les fusibles ont sauté.
5. Effectuer un essai de perte de phase (voir section Entretien).
031
Perte du
signal de
démarrage
Le signal de
démarrage a été reçu
puis perdu avant
l’amorçage de l’arc.
1. Si un relais mécanique est utilisé pour fournir un signal de
démarrage au HSD, soit ce relais rebondit quand il est excité ou les
contacts sont défectueux. Remplacer le relais.
2. Inspecter les câbles d’interface à la recherche de dommages, de
sertissages défectueux ou de mauvaises connexions électriques.
3. Si le câble d’interface est bon et qu’un relais n’entraîne pas l’entrée
de démarrage, la CNC perd le signal de démarrage avant qu’un arc
en régime continu ne soit établi.
032
Délai de
maintien
Le signal de maintien a
été actif pendant plus
de 60 secondes.
1. Vérifier le câble d’interface à la recherche de dommages. Les fils
de « maintien » peuvent créer un court-circuit à l’intérieur.
2. Si la CNC garde cette entrée, elle peut attendre une autre entrée
complète de l’IHS d’une autre torche.
3. Si le câble d’interface CNC est normal et s’il s’agit d’un système à
une seule torche, remplacer le PCB4.
035
Basse
pression
du prégaz
Pression du prégaz
au-dessous de la limite
inférieure de 0,4 bar.
1. Placer le sélecteur sur SET. La DEL à 3 chiffres indique la pression
d’alimentation du prégaz. Le relevé de pression doit se situer entre
6,2 et 8,3 bars.
2. Vérifier que l’électrovanne Burkart fonctionne correctement.
042
Erreur de
purge de
l’azote
Pression basse ou
nulle de l’azote
pendant la purge. La
purge se fait quand on
passe d’un processus
de gaz combustible à
un processus
d’oxygène ou d’air.
1. Vérifier que l’alimentation d’azote est ouverte et inspecter la
pression du gaz qui reste dans les réservoirs.
2. Vérifier que le détendeur est réglé à 7,2 bar. Voir Réglage des
détendeurs (section Installation).