Acier doux, Fonctionnement 4-26, Plasma o – Hypertherm HPR400XD Manual gas Manuel d'utilisation
Page 124: Protection o, 30 a, Métrique, Marquage, Impérial
Fonctionnement
4-26
HPR400XD Manual Gas –
806172 Révision 3
* Réalisation perçage recommandé pour ces épaisseurs
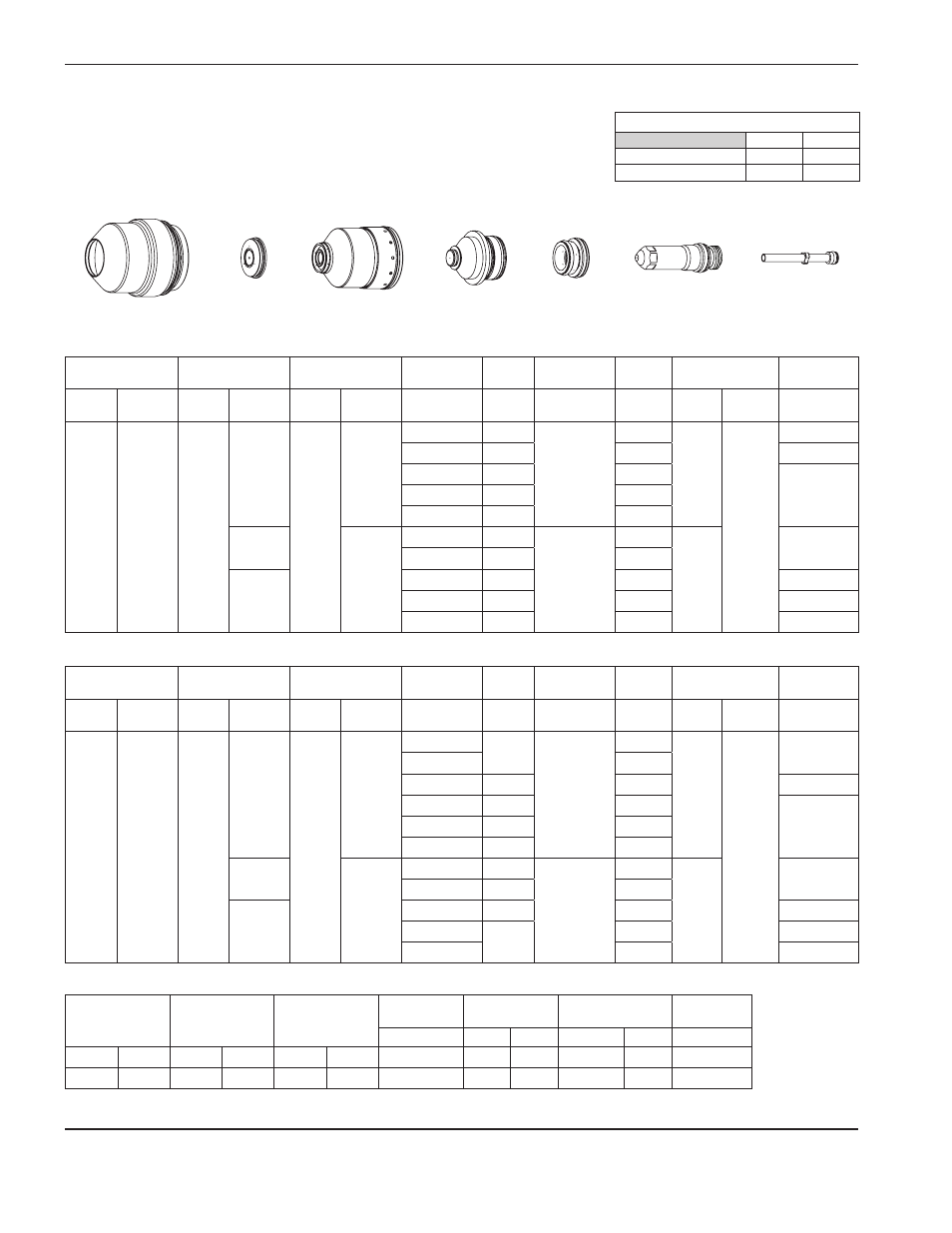
Acier doux
Plasma O
2
/ Protection O
2
30 A
Note : L’air doit être raccordé pour utiliser ce procédé. Il est alors employé comme prégaz.
Débits – L/min / scfh
O
2
Air
Prégaz
0 / 0
46 / 97
Écoulement de coupe 22 / 46
0 / 0
métrique
Sélection des gaz Réglage prégaz
Réglage débit
de coupe
intensité
Distance
torche-pièce
Vitesse
de marquage
Tension
de l’arc
Ampères
mm
po
mm/min
po/min
Volts
N
2
N
2
10
10
10
10
15
2,5
0.10
6350
250
105
Ar
Air
90
10
90
10
9
2,5
0.10
2540
100
80
marquage
220194
220747
220192
220754
220180
220193
220340
Sélection des gaz
Réglage prégaz
Réglage débit
de coupe
épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
mm
Volts
mm
mm/min
mm
% facteur Secondes
O
2
O
2
80
15
92
15
0,5
114
1,3
5355
2,3
180
0,1
0,8
115
4225
0,2
1
116
3615
0,3
1,2
117
2865
1,5
119
2210
35
5
2
120
1,5
1490
2,7
0,4
2,5
122
1325
75
3*
123
1160
0,5
4*
125
905
0,7
6*
128
665
1
impérial
Sélection des gaz
Réglage prégaz
Réglage débit
de coupe
épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Hauteur
de perçage initiale
Délai
de perçage
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
Gaz
plasma
Gaz de
protection
po
Volts
po
po/min
po
% facteur Secondes
O
2
O
2
80
15
92
15
0.018
114
0.05
215
0.09
180
0.1
0.024
200
0.030
115
170
0.2
0.036
116
155
0.3
0.048
117
110
0.060
119
85
35
5
0.075
120
0.06
60
0.11
0.4
0.105
122
50
75
0.135*
123
40
0.5
3/16*
128
30
0.7
1/4*
25
1