Acier inoxydable, Fonctionnement, H35 plasma / n – Hypertherm HPR130 Auto Gas Preventive Maintenance Program Manuel d'utilisation
Page 93: Protection 130 a coupage, Système métrique système anglais, Marquage
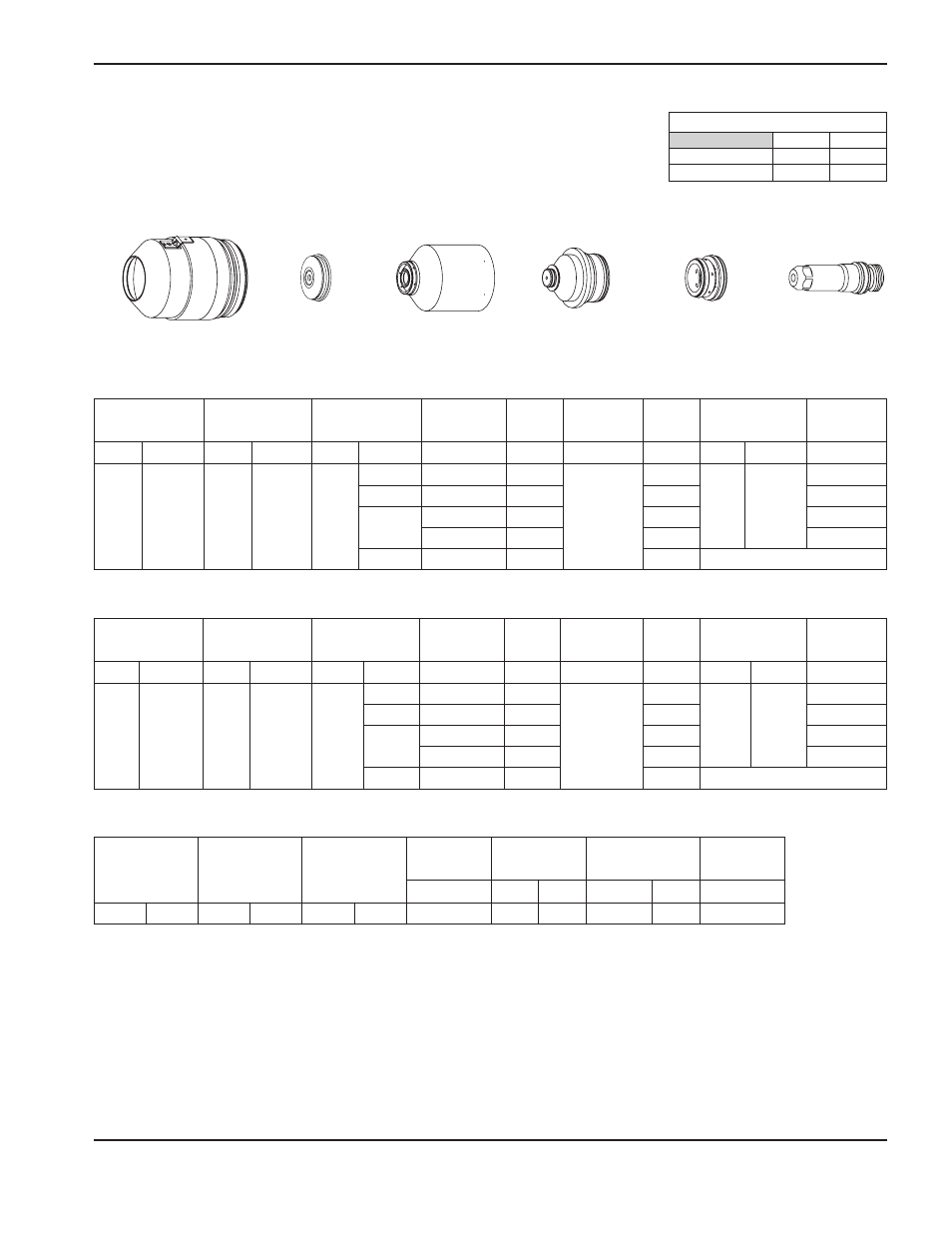
FONCTIONNEMENT
2
HPR130 gaz auto
Mode d’emploi
4-21
Acier inoxydable
H35 Plasma / N
2
Protection
130 A Coupage
Note : Ce procédé produit une arête de coupe plus lisse et plus brillante avec moins de scories mais plus
grande variation de l’angle que le procédé N
2
/N
2
130 A.
220198
220173
220307
220304
220179
220197
Système Métrique
Système Anglais
Choisir
les gaz
Régler
sur prégaz
Régler l’écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
mm
V
mm
mm/m
mm
Facteur %
sec.
H35
N
2
19
32
75
49
10
154
4,5
980
7,7
170
0,3
37
12
158
820
0,5
24
15
162
580
0,8
20
165
360
1,3
16
25
172
260
—
Choisir
les gaz
Régler
sur prégaz
Régler l’écoulement
de coupe
Épaisseur
du matériau
Tension
de l’arc
Distance
torche-pièce
Vitesse
de coupe
Haute de
perçage initiale
Retard de
perçage
Plasma Protection Plasma Protection Plasma Protection
po.
V
po.
ppm
po.
Facteur %
sec.
H35
N
2
19
32
75
49
3/8
154
0.180
40
0.310
170
0.3
37
1/2
158
30
0.5
24
5/8
162
20
0.8
3/4
165
15
1.3
16
1
172
10
—
Choisir
les gaz
Régler
sur prégaz
Régler
l’écoulement
de coupe
Amperage
Distance
torche-pièce
Vitesse de
marquage
Tension
de l’arc
Amps
mm
po.
mm/min
ppm
V
N
2
N
2
10
10
10
10
18
2,5
0.100
6350
250
130
Marquage
Débits – lpm/scfh
H35
N
2
Débit préliminaire
0 / 0
76 / 160
Débit de coupe
26 / 54
68 / 144