Attention lors de la programmation, Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuel d'utilisation
Page 475
HEIDENHAIN TNC 640
475
1
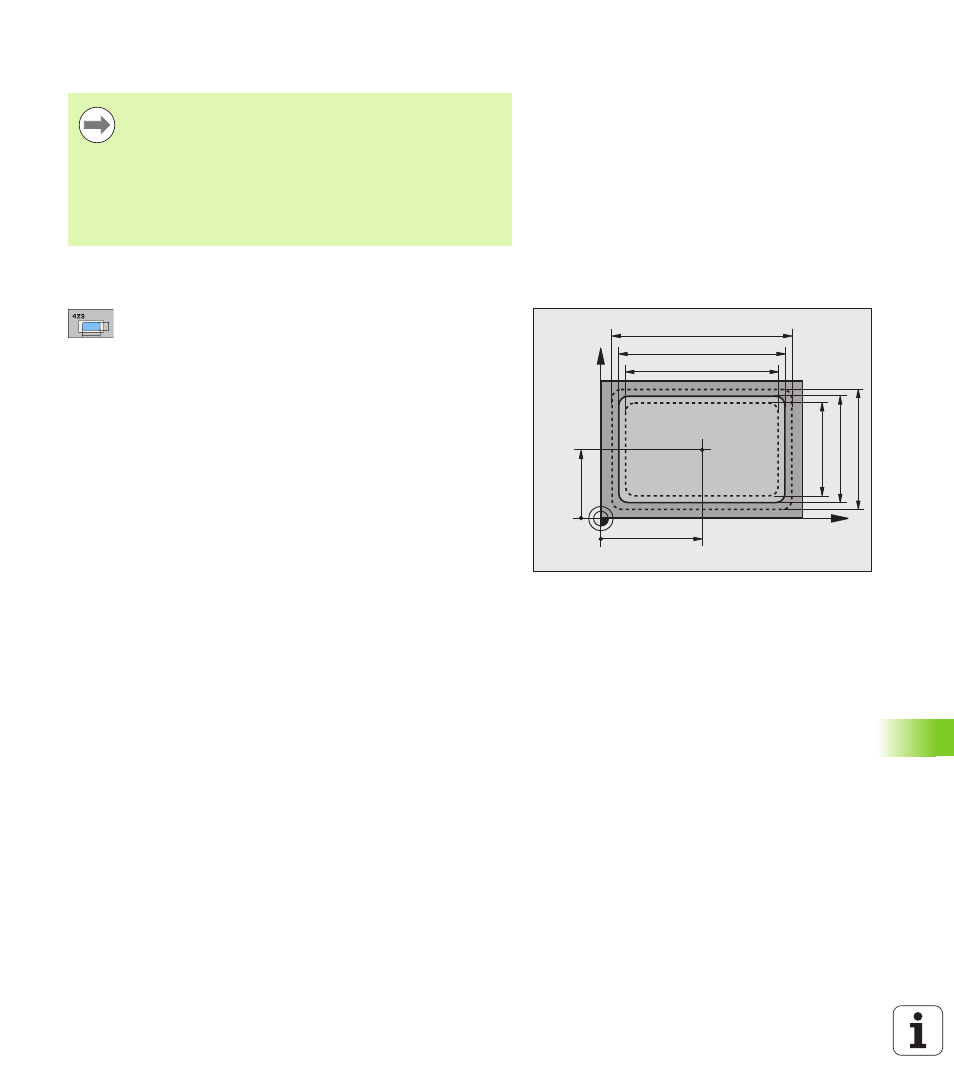
7.7 MESURE INTERIEUR RECT
AN
GLE (cy
c
le 423, DIN/ISO: G423)
Attention lors de la programmation!
Paramètres du cycle
U
Centre 1er axe
Q273 (en absolu): centre de la poche
dans l'axe principal du plan d'usinage Plage
d'introduction -99999,9999 à 99999,9999
U
Centre 2ème axe
Q274 (en absolu): centre de la poche
dans l'axe secondaire du plan d'usinage Plage
d'introduction -99999,9999 à 99999,9999
U
Longueur 1er côté
Q282: longueur de la poche
parallèle à l'axe principal du plan d'usinage. Plage
d'introduction 0 à 99999,9999
U
Longueur 2ème côté
Q283: longueur de la poche
parallèle à l'axe secondaire du plan d'usinage. Plage
d'introduction 0 à 99999,9999
U
Hauteur mesure dans axe palpage
Q261 (en absolu):
coordonnée du centre de la bille (=point de contact)
dans l'axe du palpeur prévu pour la mesure. Plage
d'introduction -99999,9999 à 99999,9999
Avant de définir le cycle, vous devez avoir programmé un
appel d'outil pour définir l'axe du palpeur.
Si les dimensions de la poche et la distance d'approche ne
permettent pas d'effectuer un prépositionnement à
proximité des points de palpage, la TNC palpe toujours en
partant du centre de la poche. Dans ce cas, le palpeur ne
se déplace pas à la hauteur de sécurité entre les quatre
points de mesure.
X
Y
Q287
Q285
Q274
±Q280
Q273
±Q279
Q283
Q286
Q282
Q284