Paramètres du cycle – HEIDENHAIN TNC 640 (34059x-01) Cycle programming Manuel d'utilisation
Page 162
162
Cycles d'usinage: définitions de motifs
6.2 MO
TIFS DE POINTS SUR UN CE
R
C
LE (cy
c
le G220, DIN/ISO:
G220)
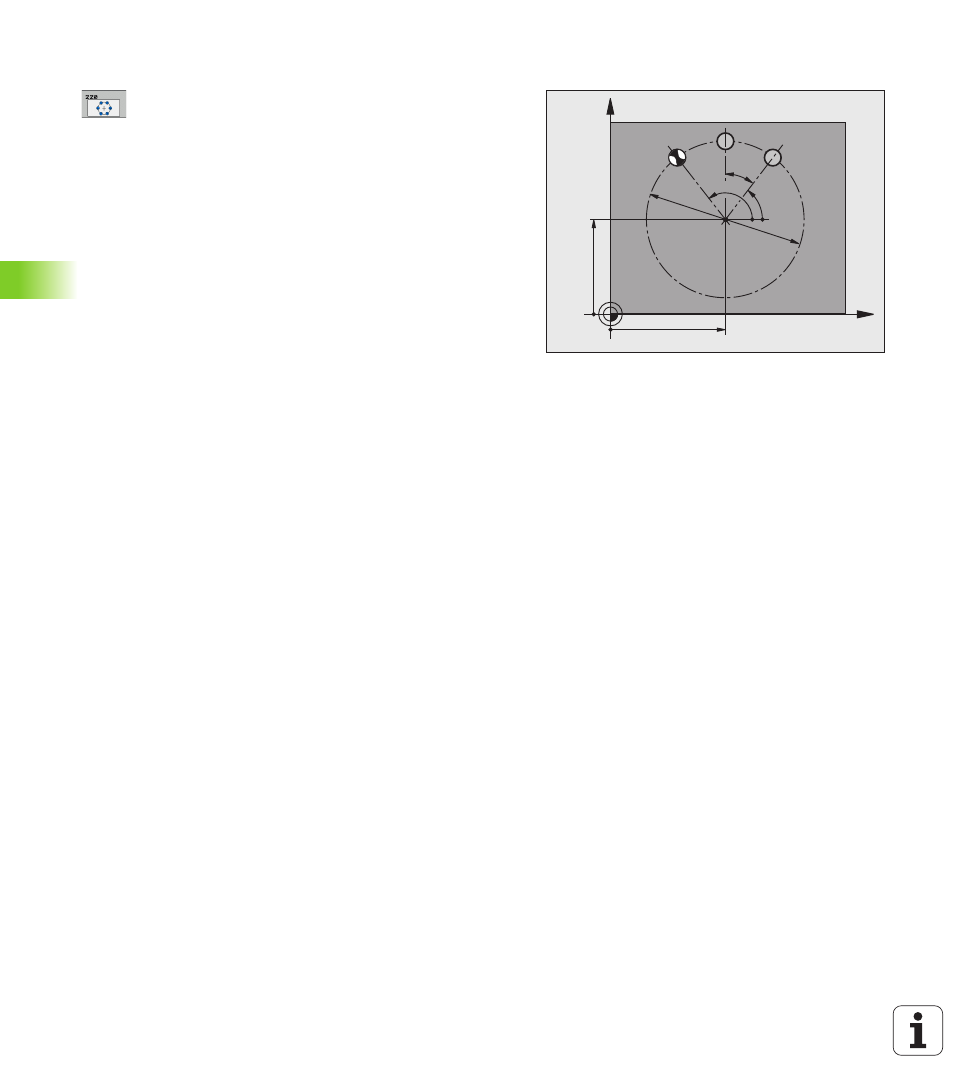
Paramètres du cycle
U
Centre 1er axe
Q216 (en absolu): centre du cercle
primitif dans l'axe principal du plan d'usinage. Plage
d'introduction -99999,9999 à 99999,9999
U
Centre 2ème axe
Q217 (en absolu): centre du cercle
primitif dans l'axe secondaire du plan d'usinage.
Plage d'introduction -99999,9999 à 99999,9999
U
Diamètre cercle primitif
Q244: diamètre du cercle
primitif. Plage d'introduction 0 à 99999,9999
U
Angle initial
Q245 (en absolu): angle compris entre
l'axe principal du plan d'usinage et le point initial du
premier usinage sur le cercle primitif. Plage
d'introduction -360,000 à 360,000
U
Angle final
Q246 (en absolu): angle compris entre
l'axe principal du plan d'usinage et le point initial du
dernier usinage sur le cercle primitif (non valable pour
les cercles entiers). Introduire l'angle final différent de
l'angle initial. Si l'angle final est supérieur à l'angle
initial, l'usinage est exécuté dans le sens anti-horaire,
dans le cas contraire, il est exécuté dans le sens
horaire. Plage d'introduction -360,000 à 360,000
U
Incrément angulaire
Q247 (en incrémental): angle
entre deux opérations d'usinage sur le cercle primitif;
si l'incrément angulaire est égal à 0, la TNC le calcule
à partir de l'angle initial, de l'angle final et du nombre
d'opérations d'usinage. Si un incrément angulaire a
été programmé, la TNC ne prend pas en compte
l'angle final; le signe de l'incrément angulaire
détermine le sens de l'usinage (– = sens horaire).
Plage d'introduction -360,000 à 360,000
U
Nombre d'usinages
Q241: nombre d'opérations
d'usinage sur le cercle primitif. Plage
d'introduction 1 à 99999
X
Y
Q217
Q216
Q247
Q245
Q244 Q246
N = Q241