HEIDENHAIN TNC 620 (34056x-04) Cycle programming Manuel d'utilisation
Page 417
ETALONNAGE DE LA LONGUEUR TS (cycle 461, DIN/ISO : G461,
option de logiciel 17)
17.6
17
TNC 620 | Manuel d'utilisation Programmation des cycles | 9/2013
417
17.6
ETALONNAGE DE LA LONGUEUR TS
(cycle 461, DIN/ISO : G461, option de
logiciel 17)
Mode opératoire du cycle
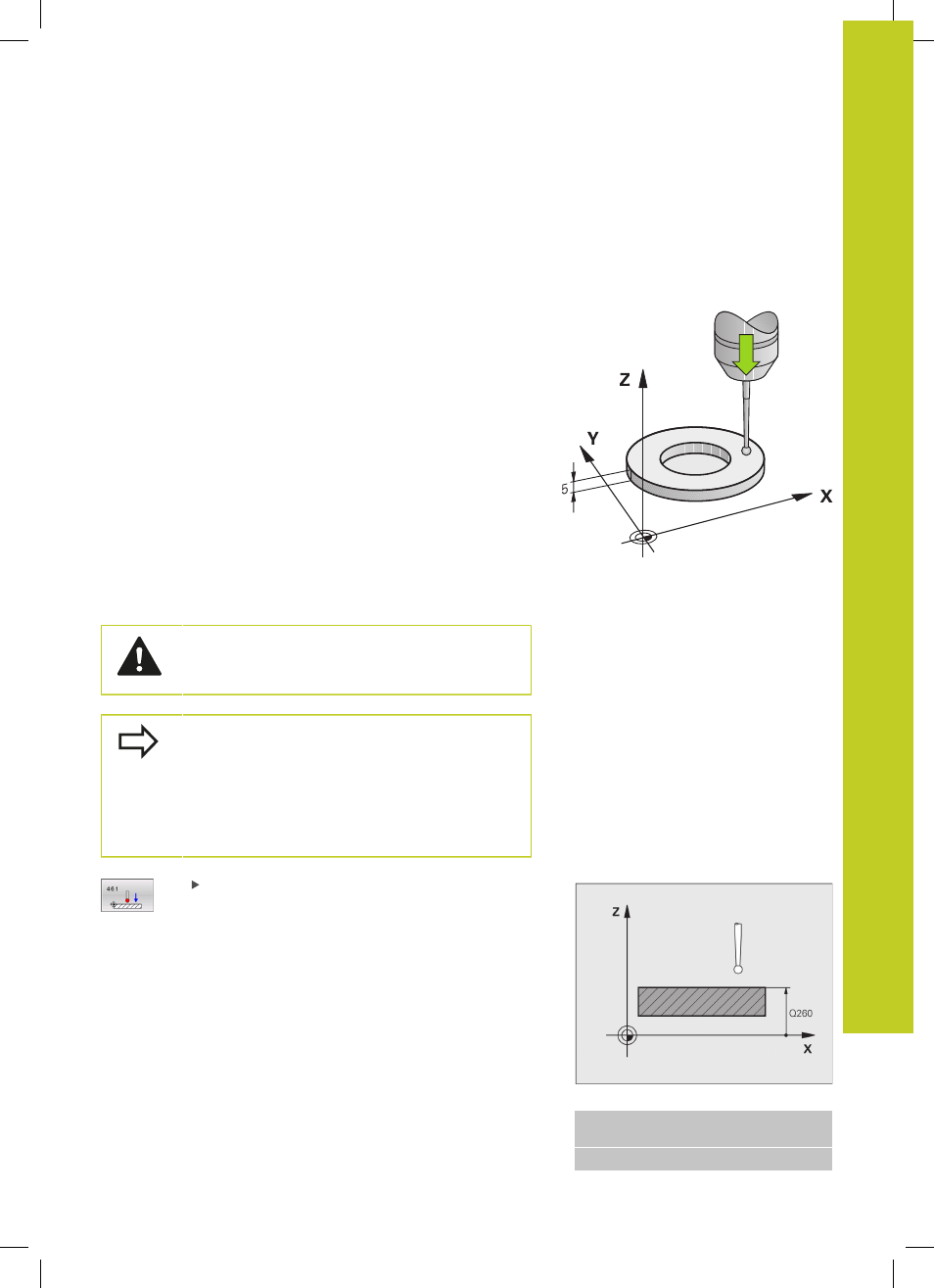
Avant de lancer le cycle d'étalonnage, vous devez initialiser le point
de référence dans l'axe de broche de sorte que Z=0 sur la table
de la machine et pré-positionner le palpeur au dessus de la bague
étalon.
1 La TNC oriente le palpeur vers l'angle
CAL_ANG du tableau des
palpeurs (uniquement si votre palpeur peut être orienté).
2 Partant de la position actuelle, la TNC palpe dans le sens négatif
de l'axe de broche, selon l'avance de palpage (colonne
F du
tableau des palpeurs).
3 Puis, la TNC ramène le palpeur à la position initiale en avance
rapide (colonne
FMAX du tableau des palpeurs).
Attention lors de la programmation !
HEIDENHAIN ne garantit le fonctionnement
correct des cycles de palpage qu'avec les palpeurs
HEIDENHAIN.
La longueur effective du palpeur se réfère toujours
au point d'origine de l'outil. En règle générale, le
constructeur de la machine initialise le point d'origine
de l'outil sur le nez de la broche.
Avant de définir le cycle, vous devez avoir
programmé un appel d'outil pour définir l'axe du
palpeur.
Point de référence Q434 (en absolu) : référence
pour la longueur (p. ex. hauteur de la bague étalon).
Plage d’introduction -99999,9999 à 99999,9999
Séquences CN
5 TCH PROBE 461 ETALONNAGE
LONGUEUR TS
Q434=+5
;POINT DE REERENCE