1 1 ex emples de pr ogr a mmation, Exemple: sphère convexe avec fraise deux tailles – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manuel d'utilisation
Page 554
554
11 Programmation: Paramètres Q
1
1
.1
1 Ex
emples de pr
ogr
a
mmation
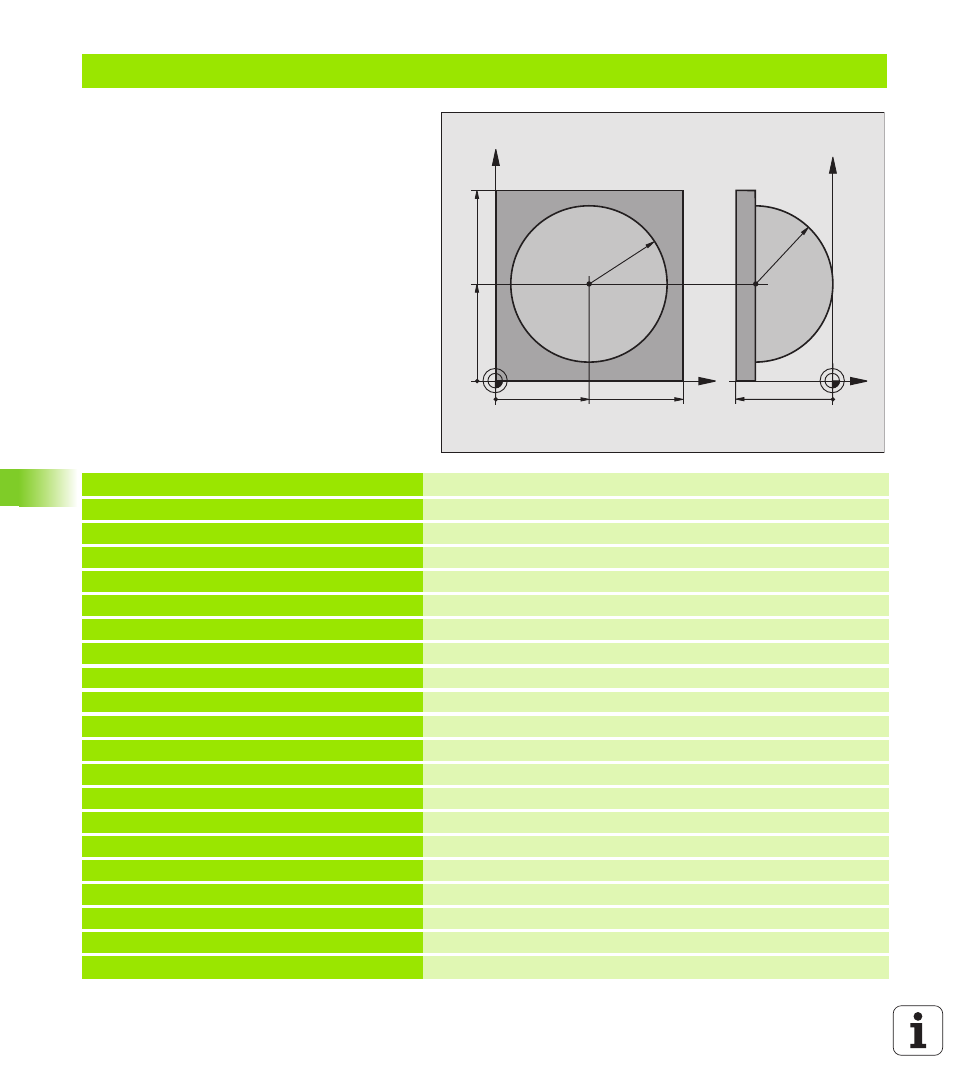
Exemple: Sphère convexe avec fraise deux tailles
Déroulement du programme
Ce programme ne fonctionne qu’avec fraise
deux tailles
Le contour de la sphère est constitué de
nombreux petits segments de droite (à définir
avec Q14, plan Z/X). Plus l'incrément angulaire
sera petit et plus lisse sera le contour
Définissez le nombre de coupes sur le contour
avec l'incrément angulaire dans le plan (avec
Q18)
La sphère est fraisée suivant des coupes 3D
dirigées de bas en haut
Le rayon d’outil est corrigé automatiquement
%SPHERE G71 *
N10 D00 Q1 P01 +50 *
Centre de l’axe X
N20 D00 Q2 P01 +50 *
Centre de l’axe Y
N30 D00 Q4 P01 +90 *
Angle initial dans l'espace (plan Z/X)
N40 D00 Q5 P01 +0 *
Angle final dans l'espace (plan Z/X)
N50 D00 Q14 P01 +5 *
Incrément angulaire dans l'espace
N60 D00 Q6 P01 +45 *
Rayon de la sphère
N70 D00 Q8 P01 +0 *
Position de l'angle initial dans le plan X/Y
N80 D00 Q9 P01 +360 *
Position de l'angle final dans le plan X/Y
N90 D00 Q18 P01 +10 *
Incrément angulaire dans le plan X/Y pour l'ébauche
N100 D00 Q10 P01 +5 *
Surépaisseur du rayon de la sphère pour l'ébauche
N110 D00 Q11 P01 +2 *
Distance d'approche pour pré-positionnement dans l'axe de broche
N120 D00 Q12 P01 +350 *
Avance fraisage
N130 G30 G17 X+0 Y+0 Z-50 *
Définition de la pièce brute
N140 G31 G90 X+100 Y+100 Z+0 *
N150 G99 T1 L+0 R+7,5 *
Définition de l'outil
N160 T1 G17 S4000 *
Appel d'outil
N170 G00 G40 G90 Z+250 *
Dégager l'outil
N180 L10,0 *
Appeler l’usinage
N190 D00 Q10 P01 +0 *
Annuler la surépaisseur
N200 D00 Q18 P01 +5 *
Incrément angulaire dans le plan X/Y pour la finition
X
Y
50
100
100
Z
Y
-50
R45
50
R45