Surface reguliere (cycle g231), 8 cy cles d'usinag e ligne à ligne – HEIDENHAIN iTNC 530 (340 49x-03) ISO programming Manuel d'utilisation
Page 436
436
8 Programmation: Cycles
8.8 Cy
cles d'usinag
e ligne à ligne
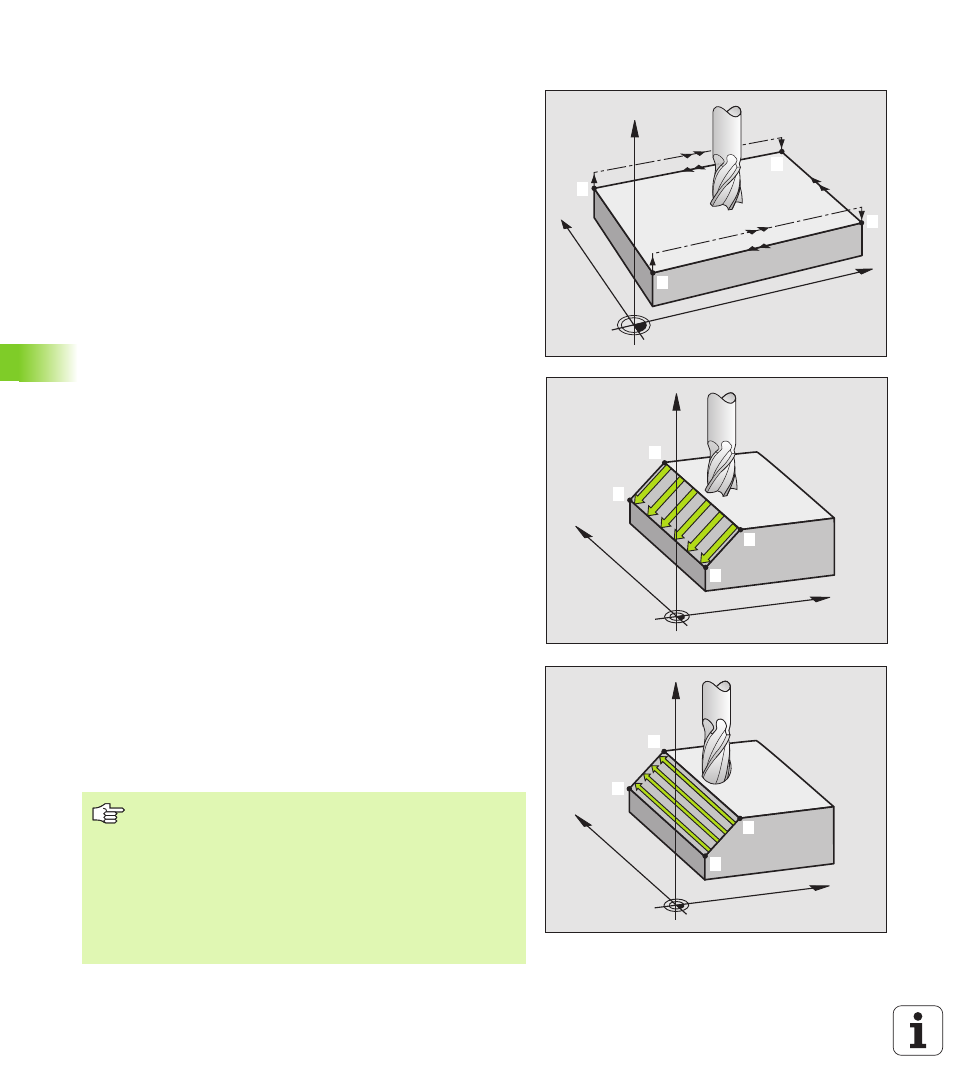
SURFACE REGULIERE (cycle G231)
1
En partant de la position actuelle et en suivant une trajectoire
linéaire 3D, la TNC positionne l'outil au point initial
1
2
L'outil se déplace ensuite suivant l'avance de fraisage
programmée jusqu'au point final
2
3
A cet endroit, la TNC déplace l'outil en avance rapide, de la valeur
du rayon d'outil dans le sens positif de l'axe de broche, puis le
rétracte au point initial
1
4
Au point initial
1
, la TNC déplace à nouveau l'outil à la dernière
valeur Z abordée
5
La TNC décale ensuite l'outil sur les trois axes, du point
1
en
direction du point
4
en direction de la ligne suivante
6
La TNC déplace ensuite l'outil jusqu'à au point final sur cette ligne.
La TNC calcule le point final à partir du point
2
et d'un décalage en
direction du point
3
7
L'usinage ligne à ligne est répété jusqu'à ce que la surface
programmée soit entièrement usinée
8
Pour terminer, la TNC positionne l'outil de la valeur du diamètre,
au-dessus du point programmé le plus élevé dans l'axe de broche
Sens de coupe
Le point initial/le sens du fraisage peuvent être sélectionnés librement
car la TNC exécute toujours les coupes en allant du point
1
au point
2
et effectue une trajectoire globale du point
1
/
2
au point
3
/
4
. Vous
pouvez programmer le point
1
à chaque angle de la surface à usiner.
Vous optimisez la qualité de surface avec des fraises deux tailles:
Coupe en poussant (coordonnée dans l'axe de broche du point
1
supérieure à la coordonnée dans l'axe de broche du point
2
) avec
surfaces à faible pente.
Coupe en tirant (coordonnée dans l'axe de broche du point
1
inférieure à la coordonnée dans l'axe de broche du point
2
) avec
surfaces à forte pente.
Pour les surfaces gauchies, programmer le déplacement principal
(du point
1
au point
2
) dans le sens de la pente la plus forte
Vous pouvez optimiser la qualité de surface en utilisant des fraises à
bout hémisphérique:
Pour les surfaces gauchies, programmer le déplacement principal
(du point
1
au point
2
) perpendiculairement au sens de la pente la
plus forte
X
Y
Z
1
2
3
4
X
Y
Z
1
2
3
4
X
Y
Z
1
4
3
2
Remarques avant que vous ne programmiez
En partant de la position actuelle et en suivant une
trajectoire linéaire 3D, la TNC positionne l'outil au point
initial
1
. Pré-positionner l'outil de manière à éviter toute
collision avec la pièce ou les matériels de serrage.
La TNC déplace l’outil avec correction de rayon G40 entre
les positions programmées.
Si nécessaire, utiliser une fraise à denture frontale (DIN 844).