HEIDENHAIN iTNC 530 (340 49x-01) Manuel d'utilisation
Page 244
244
7 Programmation: Fonctions auxiliaires
7.
4 F
o
nctions auxiliair
es pour le compor
te
ment de cont
our
nag
e
Vitesse d'avance aux arcs de cercle:
M109/M110/M111
Comportement standard
La vitesse d’avance programmée se réfère à la trajectoire du centre de
l’outil.
Comportement sur les arcs de cercle avec M109
Lorsque la TNC usine l’intérieur et l’extérieur des arcs de cercle,
l’avance reste constante à la dent de l’outil.
Comportement sur les arcs de cercle avec M110
L'avance ne reste constante que lorsque la TNC usine l'intérieur des
arcs de cercle. Lors de l'usinage externe d'un arc de cercle, il n'y a pas
d'adaptation de l'avance.
Effet
M109 et M110 deviennent actives en début de séquence.
Pour annuler M109 et M110, introduisez M111.
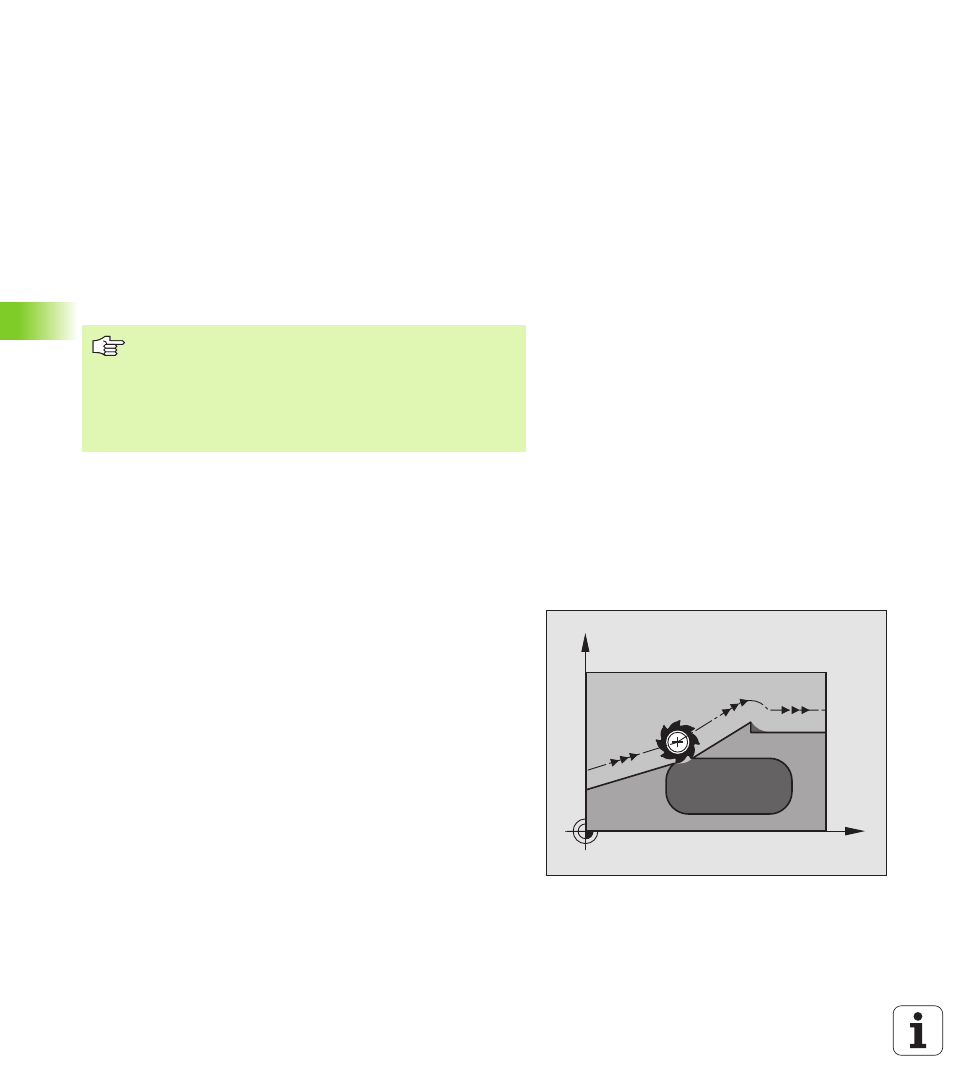
Calcul anticipé d'un contour avec correction de
rayon (LOOK AHEAD): M120
Comportement standard
Lorsque le rayon d'outil est supérieur à un élément de contour qui doit
être usiné avec correction de rayon, la TNC interrompt l'exécution du
programme et affiche un message d'erreur. M97 (cf. „Usinage de
petits éléments de contour. M97” à la page 239) évite le message
d'erreur mais provoque une marque de dépouille et décale en outre le
coin.
Si le contour comporte des contre dépouilles, la TNC endommage
celui-ci.
M110 agit également pour l'usinage interne d'arcs de
cercle avec les cycles de contournage. Si vous définissez
M109 ou M110 avant d'avoir appelé un cycle d'usinage,
l'adaptation de l'avance agit également sur les arcs de
cercle à l'intérieur des cycles d'usinage. A la fin d'un cycle
d'usinage ou si celui-ci a été interrompu, la dernière
situation est rétablie.
X
Y