HEIDENHAIN PT 855 for Milling Manuel d'utilisation
Page 56
I - 4
Programmation du POSITIP
POSITIP 855
Manuel de l'utilisateur
57
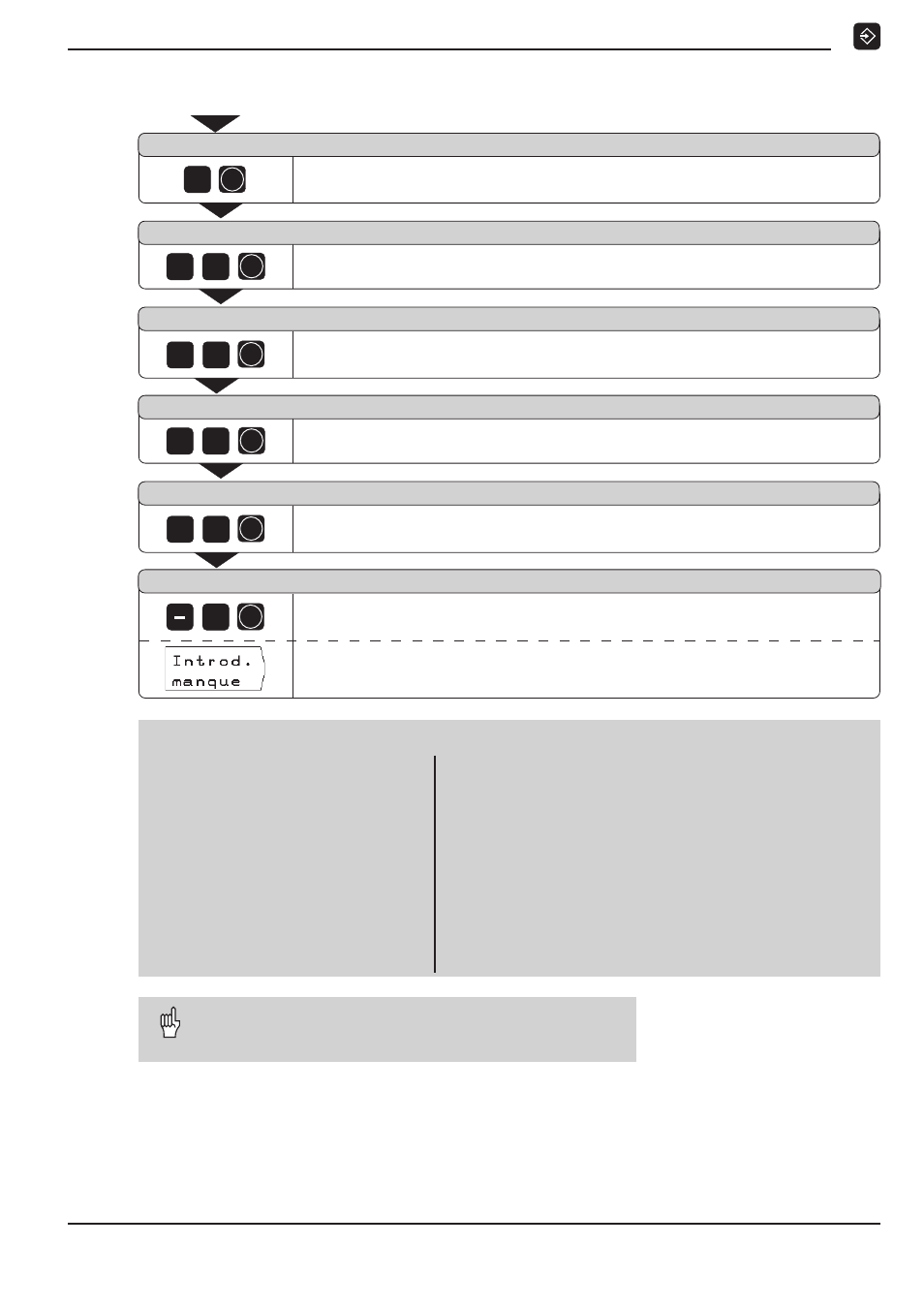
Schémas de trous dans le programme
8
ENT
5
0
ENT
Centre Y ?
5
0
ENT
2
0
ENT
Angle initial ?
3
0
ENT
5
ENT
Séquences de programme
0
BEGIN PGM 20 MM
Début du programme, n° du programme et unité de mesure
1
Z+20.000
Hauteur de sécurité
2
CYCL 1.0 CERCLE ENTIER
Données du cycle pour un cercle
3
CYCL 1.1 NB
8
Nombre de trous
4
CYCL 1.2 CCX
+50.000
Coordonnée X du centre du cercle de trous
5
CYCL 1.3 CCY
+50.000
Coordonnée Y du centre du cercle de trous
6
CYCL 1.4 RAY
20.000
Rayon
7
CYCL 1.5 START
+30.000
Angle initial pour le premier trou
8
CYCL 1.6 PROF.
–5.000
Profondeur de perçage
9
Z+20.000
Hauteur de sécurité
10
END PGM 20 MM
Fin du programme, n° du programme et unité de mesure
Pour un arc de cercle (
CYCL 2.0 ARC DE CERCLE
), il faut
en plus introduire après l'angle initial le pas angulaire (
PAS
)
séparant les trous.
Le cercle de trous est exécuté en mode de fonctionnement
MEMORISATION DE PROGRAMME
.
Introduction manque
pour la
profondeur de perçage
, par ex.
lorsque les trous doivent être de profondeurs différentes.
Nombre de trous ?
Centre X ?
Rayon ?
Profondeur de perçage ?
Introduire la coordonnée en Y du centre du cercle de trous (
CCX = 50
mm ).
Valider l'introduction.
Introduire le
nombre de trous
(
NB = 8
).
Valider l'introduction.
Introduire la coordonnée en X du centre du cercle de trous (
CCX = 50
mm ).
Valider l'introduction.
Introduire le
rayon
du cercle de trous (
RAY = 20
mm ).
Valider l'introduction.
Introduire l'
angle initial
compris entre l'axe X et le premier trou
(
START = 30°
). Valider l'introduction.
Introduire la
profondeur de perçage
(
PROFONDEUR = – 5
mm ).
Valider l'introduction.