Points de référence et données de positions, Yx z – HEIDENHAIN TNC 122 User Manual Manuel d'utilisation
Page 12
1
Principes de base pour les données de positions
12
TNC 122
Points de référence et données de positions
Initialisation du point de référence
Pour l'usinage, le plan de la pièce définit comme "point de réfé-
rence absolu" une partie de la pièce -un coin, généralement- et,
éventuellement une ou plusieurs parties de la pièce comme points
de référence relatifs. La procédure d'initialisation du point de
référence permet de transformer ces points de référence en origine
du système de coordonnées absolues ou du système de coordon-
nées relatives: La pièce -orientée suivant les axes de la machine-
est amenée à une certaine position relative par rapport à l'outil et
l'affichage des axes est réglé soit à zéro, soit à la valeur de position
correspondante (permettant par exemple de prendre en compte le
rayon de l'outil).
Y
X
Z
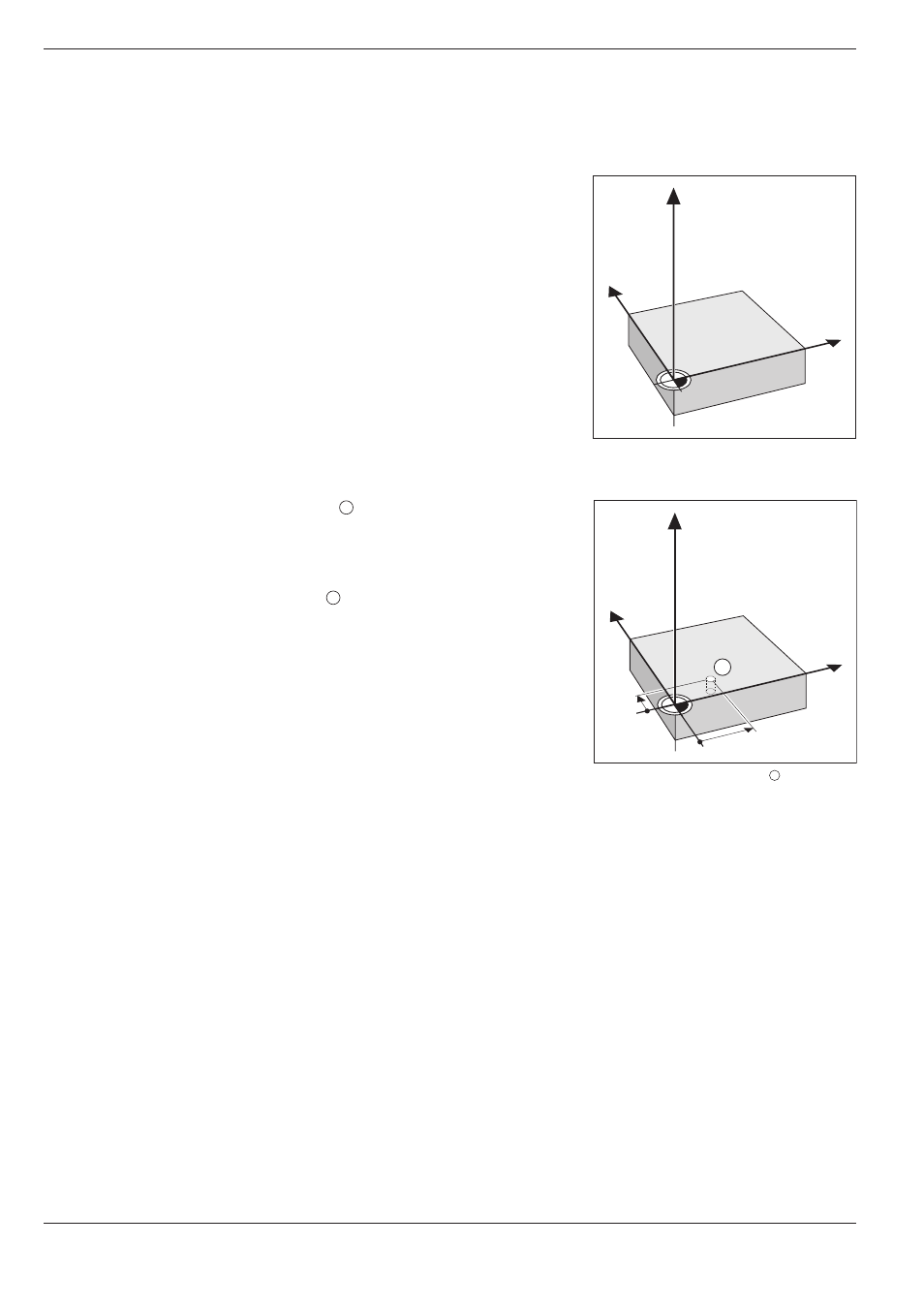
Exemple: Coordonnées du trou :
X =
10 mm
Y =
5 mm
Z =
0 mm (Profondeur de perçage: Z = – 5 mm)
Le point zéro du système de coordonnées cartésiennes
est éloigné du trou
à 10 mm sur l'axe X et à 5 mm
sur l'axe Y dans le sens négatif des axes.
Grâce aux fonctions de palpage de la TNC 124, vous disposez d'un
moyen particulièrement confortable pour l'initialisation d'un point de
référence.
Y
X
Z
1
10
5
Fig. 1.3:
L'origine du système de coordon-
nées cartésiennes et le point zéro
pièce coïncident
Fig. 1.4:
Le trou à la position
définit le
système de coordonnées
1
1
1