Au-dessus de l’eau uniquement, Fonctionnement, 200 a – plasma o – Hypertherm HT2000LHF Manuel d'utilisation
Page 44: Gaz secondaire air
FONCTIONNEMENT
7
HySpeed HT2000LHF
Manuel de l’opérateur
2-29
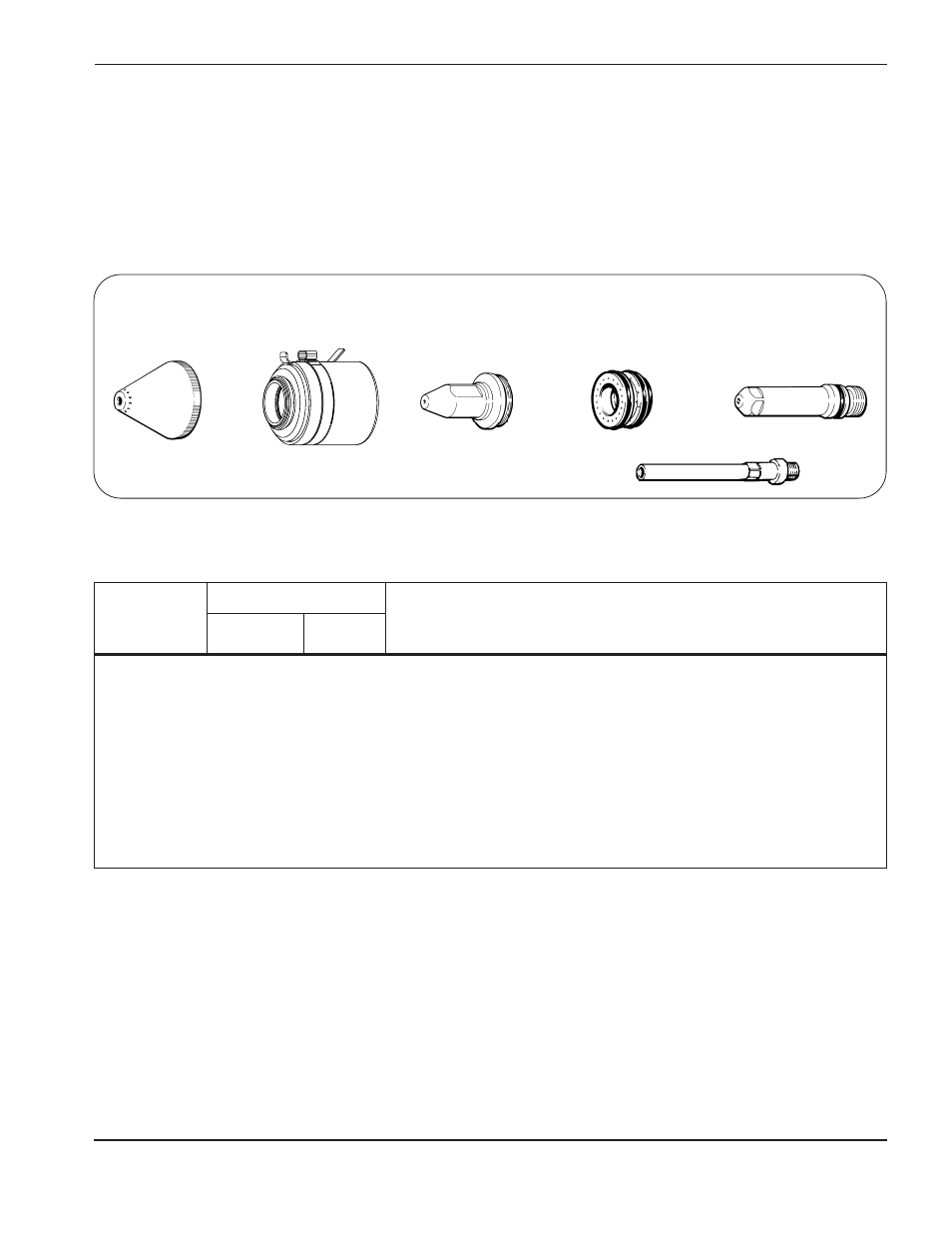
Acier doux - Pièces consommables
pour coupage en biseau
200 A – Plasma O
2
/ Gaz secondaire Air
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
115
4060
0,5
.315"
8 mm
3
6
120
3000
0,5
3
⁄
8
"
10 mm
7
24
37
130
3
6
120
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
120
2030
2,0
5
⁄
8
"
15 mm
4
8
125
1780
2,0
3
⁄
4
"
20 mm
5
10
130
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
135
890
2,5
1
1
⁄
4
"
32 mm
6
12
140
560
1
1
⁄
2
"
38 mm
6
12
150
380
1
3
⁄
4
"
44 mm
8
16
160
250
2"
50 mm
8
16
170
180
Notes : Régler la pression d’entrée du oxygène gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du azote gaz de plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 25 mm d’épaisseur n’est pas recommandé
Pour obtenir une coupe en biseau, positionner la torche entre 45 et 90° par rapport à la pièce.
Au-dessus de l’eau uniquement
120833
(à droite)
120834
(à gauche)
Anneau de gaz
120258
Électrode
120257
Tube d’eau
120259
Buse
120837
(à droite)
120838
(à gauche)
Couvercle de retenue
120260
Protecteur