Aluminium, Au-dessus de l’eau 75 mm sous l’eau, Fonctionnement – Hypertherm HT2000LHF Manuel d'utilisation
Page 41: 200 a – plasma n, Gaz secondaire co
FONCTIONNEMENT
7
2-26
HySpeed HT2000LHF
Manuel de l’opérateur
Aluminium
200 A – Plasma N
2
/ Gaz secondaire CO
2
Cette combinaison s’utilise quand la qualité du bord de la plaque est moins importante. La durée utile de
l’électrode augmente avec cette combinaison.
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
dd’arc
déplacement
mouvement
du métal
(%N
2
)
(%N
2
)
(CO
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
dd’arc
déplacement
mouvement
du métal
(%N
2
)
(%N
2
)
(CO
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
3
⁄
16
"
5 mm
50
60
60/4
3
6
130
4700
0,5
1
⁄
4
"
6 mm
3
6
135
4050
1,0
3
⁄
8
"
10 mm
31
37
100
3
6
135
3050
2,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
140
2400
2,5
5
⁄
8
"
15 mm
4
8
140
1800
2,5
3
⁄
4
"
20 mm
5
10
150
1400
3,0
7
⁄
8
"
22 mm
6
12
160
1050
3,0
1"
25 mm
6
12
165
840
1
1
⁄
4
"
32 mm
6
12
175
510
1
1
⁄
2
"
38 mm
8
16
185
280
Notes : Régler la pression d’entrée du gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 22 mm d’épaisseur n’est pas recommandé
3
⁄
16
"
5 mm
50
60
70/4,8
3
6
130
4450
0,5
1
⁄
4
"
6 mm
3
6
135
3650
1,0
3
⁄
8
"
10 mm
31
37
130
3
6
140
2600
1,5
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
145
1820
2,0
5
⁄
8
"
15 mm
4
8
145
1350
2,5
3
⁄
4
"
20 mm
5
10
155
980
3,0
7
⁄
8
"
22 mm
6
12
165
750
3,0
Au-dessus de l’eau
75 mm sous l’eau
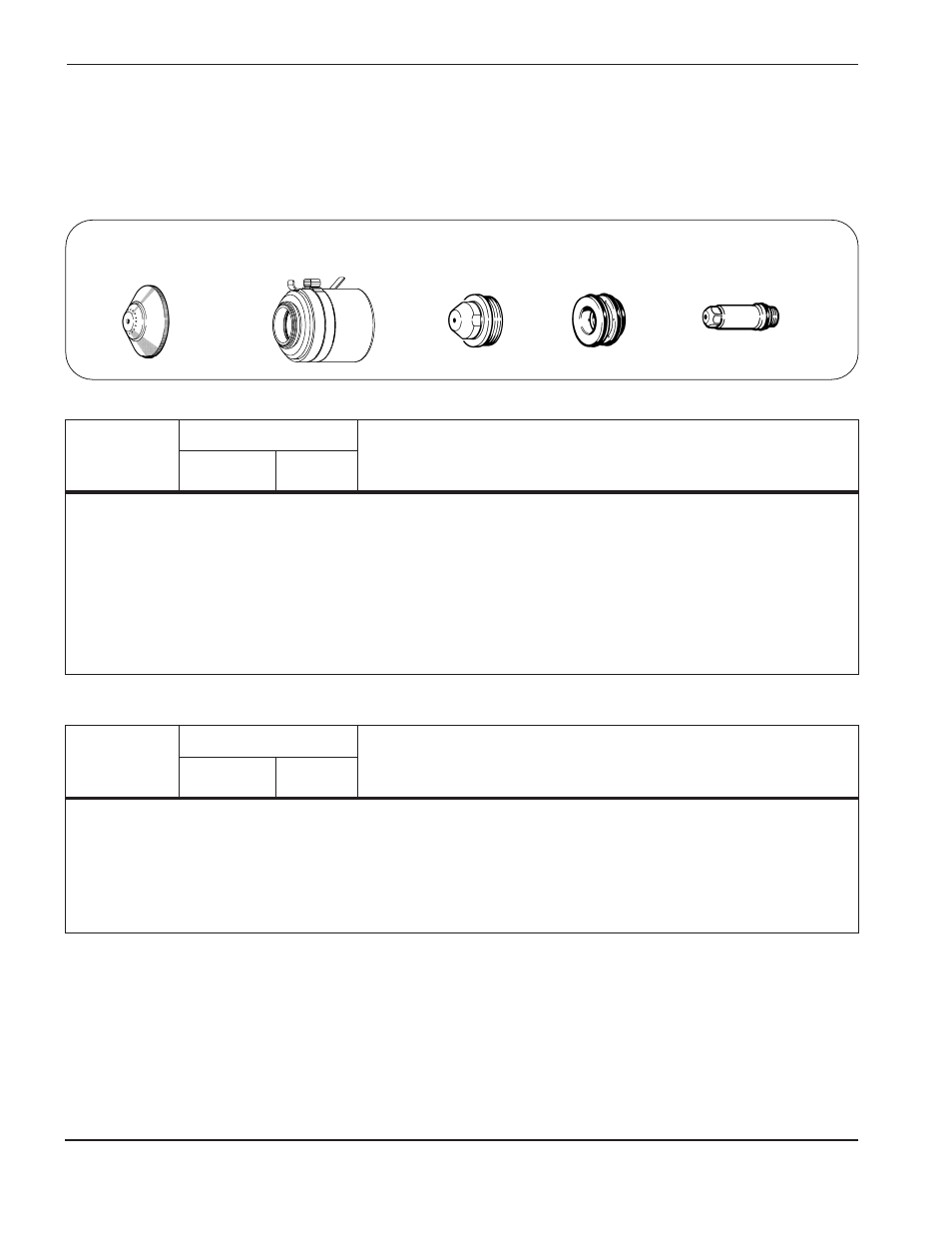
020424
Protecteur
120837
Couvercle de retenue
020608
Buse
020607
Anneau de gaz
020415
Électrode