Acier doux, Au-dessus de l’eau uniquement, Fonctionnement – Hypertherm HT2000LHF Manuel d'utilisation
Page 33: 50 a – o, Plasma / o, Protection
FONCTIONNEMENT
7
2-18
HySpeed HT2000LHF
Manuel de l’opérateur
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(O
2
) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
18 GA
1,2 mm
3
27
30
0
18/1,2
1,5
3,0
108
4060
0,0
14 GA
1,9 mm
2 / 17
18 / 0
17
1,5
3,0
108
3050
0,3
12 GA
2,5 mm
l/min
l/min
l/min
1,75
3,5
113
2540
0,3
10 GA
3,2 mm
2,0
4,0
118
1520
0,5
Acier doux
50 A – O
2
Plasma / O
2
Protection
Notes : Régler la pression d’entrée du oxygène gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du azote gaz de plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
L’oxygène de protection doit être fourni par un détendeur distinct du détendeur d’oxygène plasma.
Quand on utilise la fonction numérique à distance ou programmable à distance, régler le courant à 60 A.
Si l’on utilise le dispositif de réglage en hauteur de la torche capable d’atteindre le réglage de tension d’arc de ce
tableau, le régler en conséquence. Si l’on utilise un dispositif de réglage en hauteur de la torche moins sensible,
arrondir la tension d’arc au réglage le plus près réalisable.
Régler la hauteur de torche initiale (avant le perçage) à environ deux fois la distance torche-pièce pour le matériau que
l’on coupe.
Les tolérances pour la distance torche-pièce sont de ± 025 mm. Quand on utilise un CHT, les tolérances sont de ± 1 V.
Garder la vitesse de déplacement indiquée pour produire des coupes sans scories.
En raison des faibles débits de gaz associés au procédé 50 A, la qualité de la coupe initiale peut être inférieure
pendant que l’azote est purgé de la conduite de gaz quand on passe du prégaz au gaz de coupe (jusqu’à
2 secondes). Pour compenser, augmenter la distance de coupe préalable à l’amorçage. Il est à noter qu’il peut être
nécessaire de verrouiller certains dispositifs de réglage en hauteur pour empêcher la torche de tomber sur la tôle si
l’on utilise l’option de retard du mouvement de la machine.
Au-dessus de l’eau uniquement
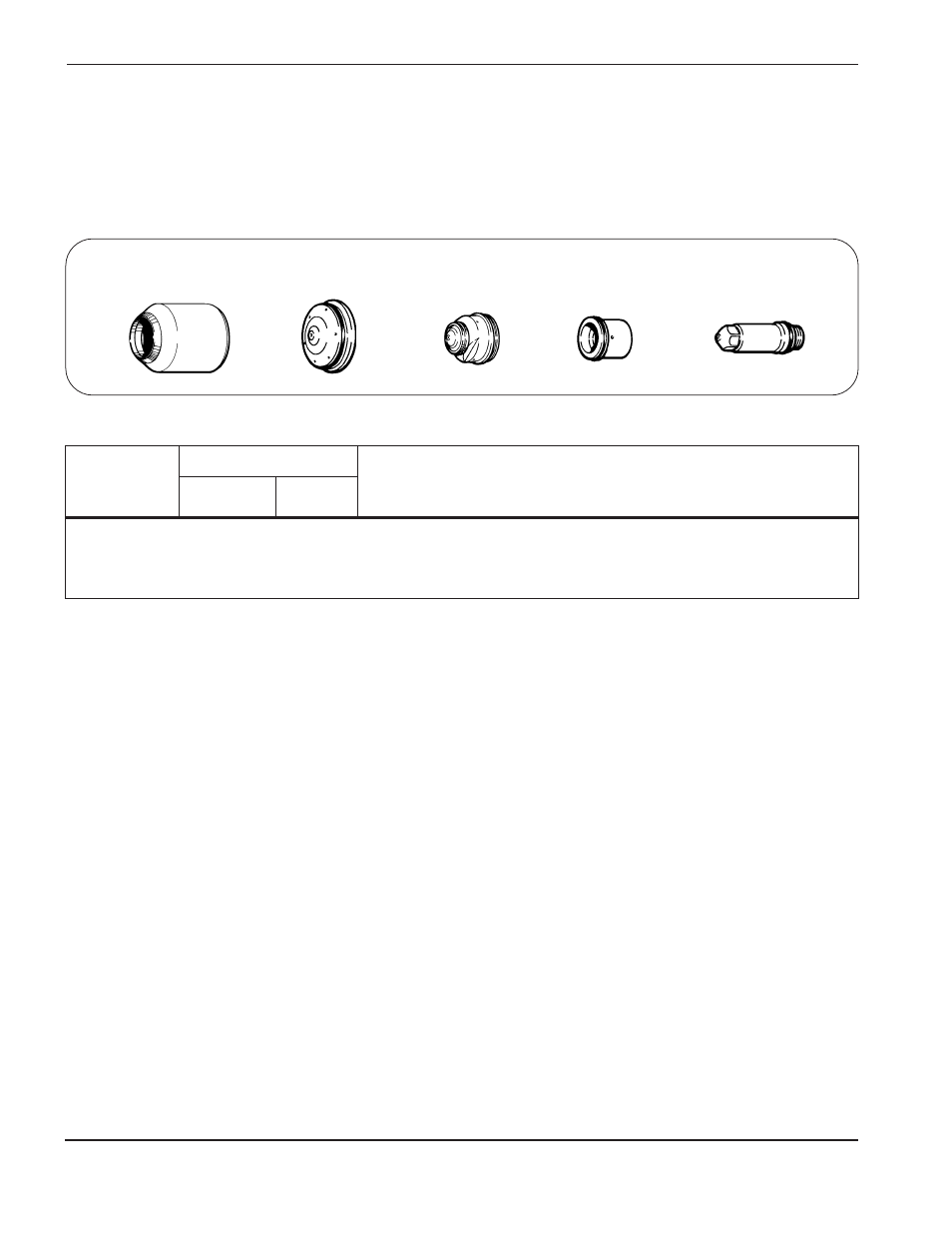
120185
Couvercle de retenue
120186
Protecteur
120182
Buse
120179
Anneau de gaz
120178
Électrode