Acier au carbone, 75 mm sous l’eau au-dessus de l’eau, Fonctionnement – Hypertherm HT2000LHF Manuel d'utilisation
Page 28: 200 a – plasma o, Gaz secondaire air
FONCTIONNEMENT
7
HySpeed HT2000LHF
Manuel de l’opérateur
2-13
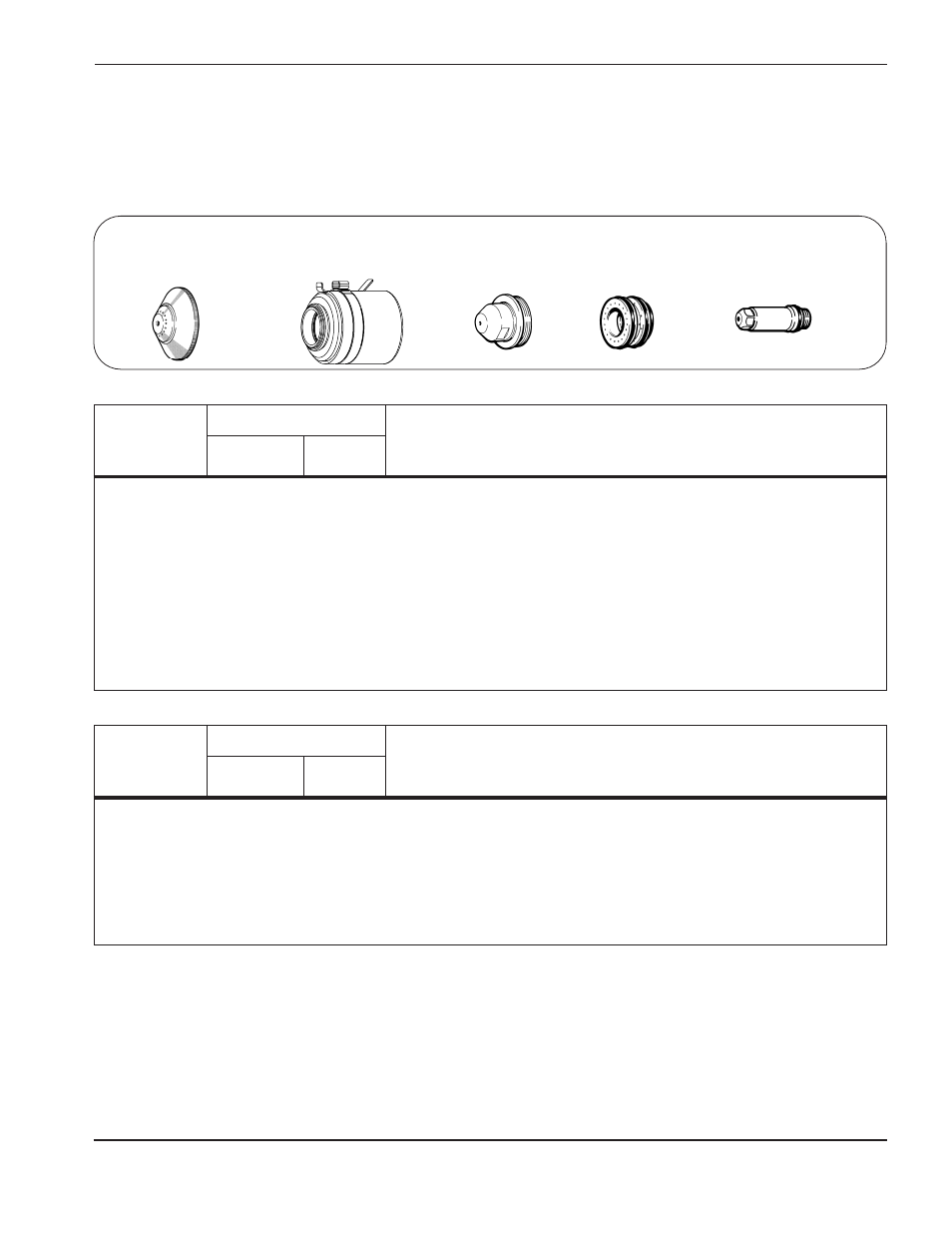
Acier au carbone
200 A – Plasma O
2
/ Gaz secondaire air
Cette combinaison de gaz donne une excellente vitesse de découpage, minimum de bavures, minimum de
nitruration à la surface et excellente soudabilité.
120667 (standard)
Électrode
220084 (en option)
SilverPlus électrode
+
020605
Buse
120837 (
à droite
)
120838 (
à gauche
)
Couvercle de retenue
020424
Protecteur
120833*
(à droite)
120834
(à gauche)
Anneau de gaz
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
% du débit
Pression
Distance Hauteur
de
Réglage
Délai
de gaz plasma
du gaz
torche-
perçage initiale
de tension
Vitesse de
approx. de
Epaisseur
Débit préliminaire
Marche
secondaire
pièce
de la torche
d’arc
déplacement
mouvement
du métal
(%O
2
%N
2
)
(%O
2
%N
2
)
(Air) (psi/ bar)
(mm)
(mm)
(V)
(mm/min)
(sec)
1
⁄
4
"
6 mm
12
38
64
0
60/4
3
6
120
4060
0,5
0,315"
8 mm
3
6
125
3000
0,5
3
⁄
8
"
10 mm
7/24
37
130
3
6
125
2540
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
4
8
125
2030
2,0
5
⁄
8
"
15 mm
4
8
130
1780
2,0
3
⁄
4
"
20 mm
5
10
135
1400
2,5
7
⁄
8
"
22 mm
6
12
135
1140
2,5
1"
25 mm
6
12
140
890
2,5
1
1
⁄
4
"
32 mm
6
12
150
560
1
1
⁄
2
"
38 mm
6
12
155
380
1
3
⁄
4
"
44 mm
8
15
165
250
2"
50 mm
8
15
170
180
Notes : Régler la pression d’entrée du oxygène gaz plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du azote gaz de plasma à 120 lb/po
2
(8,3 bars).
Régler la pression d’entrée du gaz de protection à 90 lb/po
2
(6,2 bars).
Le coupage de production de plus de 25 mm d’épaisseur n’est pas recommandé.
Il n'est pas recommandé de découper les pièces de plus de 38 mm d'épaisseur.
* Utiliser le diffuseur 020679 au lieu du 020678 pour obtenir des arêtes de coupe plus lisses sur des matériaux ayant entre
6 et 8 mm d'épaisseur, mais on peut prévoir une réduction de la durée de vie de l'électrode de l'ordre de 30 à 40 %.
+ SilverPlus offre une durée de vie accrue aux utilisateurs à facteur de marche élevés dans la plupart des applications.
L’hafnium s’use d’environ deux fois la profondeur de toute électrode en cuivre (120667). Il peut être nécessaire
d’augmenter la tension d’arc de 5 à 10 volts pendant toute la durée de vie de l’électrode pour maintenir les bons
paramètres de hauteur de coupe.
1
⁄
4
"
6 mm
12
38
64
0
70/4,8
3
6
125
3700
0,5
.315"
8 mm
3
6
125
2800
0,5
3
⁄
8
"
10 mm
7/24
37
130
3
6
130
2000
1,0
1
⁄
2
"
12 mm
l/min
l/min
l/min
3
6
130
1800
2,0
5
⁄
8
"
15 mm
4
8
135
1500
2,0
3
⁄
4
"
20 mm
5
10
140
1200
2,5
7
⁄
8
"
22 mm
6
12
140
950
3,0
1"
25 mm
6
12
145
680
3,0
75 mm sous l’eau
Au-dessus de l’eau